1
Изобретение относится к области литейного производства, а именно к изготовлению изделий в литейных формах.
Известны литейные формы для изготовления отливок с отверстиями, которые соединены между собой. Известна также литейная форма, в которой пуансон, оформляющий в изделии сквозное отверстие, изготовлен сплошным, а торцы боковых пуансонов подгоняются по его контуру с минимальным зазором.
Однако в такой литейной форме происходит смещение боковых отверстий в изделии, в месте пересечения пуансонов образуется облой.
У известных литейных форм, у которых боковые пуансоны имеют увеличенную длину и пересекают насквозь пуансон, оформляющий центральное сквозное отверстие в изделии, увеличенная длина боковых пуансонов приводит к быстрой их поломке.
Кроме того, длинные боковые пуансоны оставляют технологические отпечатки на внутренней поверхности изделия.
Известны литейные формы, у которых боковые пуансоны входят в глухие отверстия пуансона, оформляющего центральное сквозное отверстие.
Недостатки этих форм заключаются в том, что глухие отверстия засоряются смазкой и
щлаком при съеме изделия, а чистка их затруднена.
Целью изобретения является повыщение качества отливок и улучщение обслуживания форм.
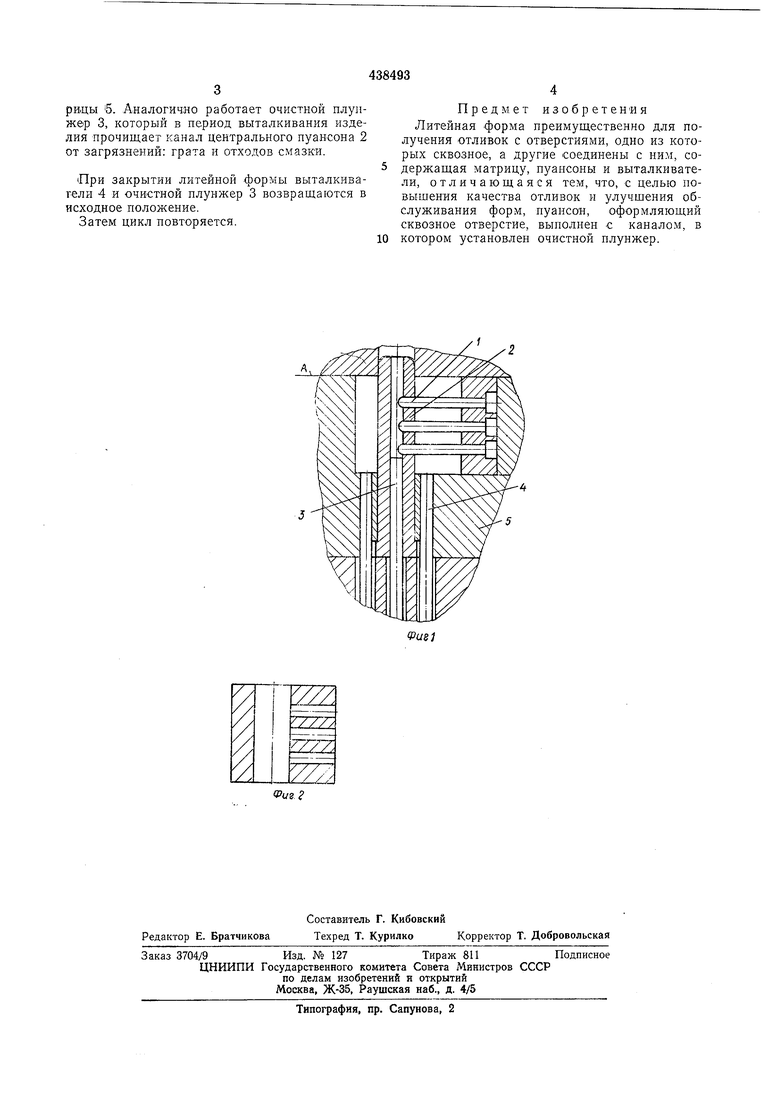
Эта цель достигается тем, что в нредлагаемой форме пуансон, оформляющий сквозное отверстие в изделии, имеет внутренний канал, в котором установлен очистной плунжер. На фиг. 1 показана часть общего вида описываемой литейной формы в разрезе; на фиг. 2 - изготавливаемое изделие.
Литейная форма содержит подвижпые боковые пуансоны 1, имеющие яаправляющий радиус, что облегчает их вход в отверстия центрального пуансона 2, где конструктивно обеспечивается ходовая посадка па длине не менее 3-4 мм.
Центральный пуансон 2 имеет внутренний канал для очистного плунжера 3.
Очистной плунжер 3 кинематически связан с выталкивателями 4, слул-:ащими для снятия изделия из литейной формы, и синхронно с ним работает.
Литейная форма работает следующим образом.
При раскрытии формы по плоскости разъема А срабатывает выталкивающее устройство (на чертежах не показано), служащее для снятия изделия из оформляющей полости матРИДЫ 6. Аналогично работает очистной плунжер 3, который в период выталкивапия изделия прочищает канал центрального пуансона 2 от загрязнений: грата и отходов смазки.
При закрытии литейной формы выталкиватели 4 и очистной плунжер 3 возвращаются в исходное положение.
Затем цикл повторяется.
Предмет изобретения Литейная форма преимущественно для получения отливок с отверстиями, одно из которых сквозное, а другие соединены с ним, содержащая матрицу, пуансоны и выталкиватели, отличающаяся тем, что, с целью повышения качества отливок и улучшения обслуживания форм, пуансон, оформляющий сквозное отверстие, выполнен с каналом, в котором установлен очистной плунжер.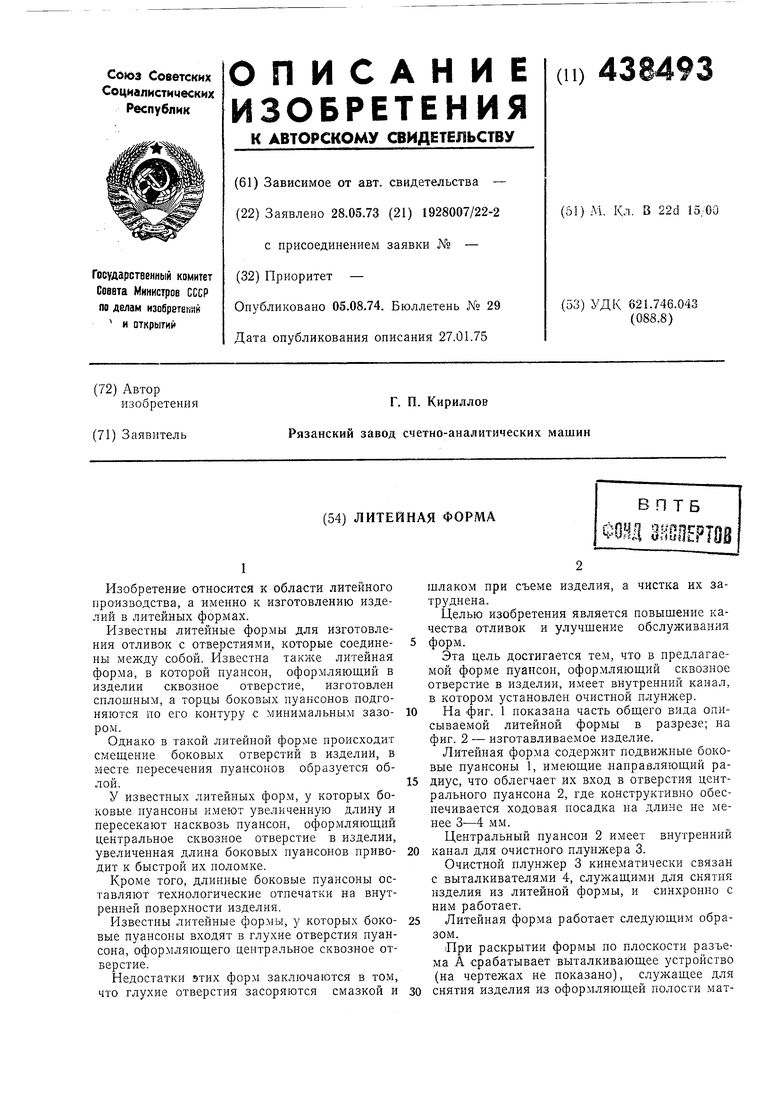
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ С ОДИНАКОВОЙ СРЕДНЕЙ ПЛОТНОСТЬЮ | 2009 |
|
RU2438875C2 |
| Форма для литья под давлением | 1973 |
|
SU448062A1 |
| ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1998 |
|
RU2136441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1990 |
|
SU1713823A1 |
