1
Изобретение относится к конструктивному оформлению литьевых машин, преимущественно, душ пластмасс.
Известные механизмы запирания форм литьевых м,ашин, содержащее связанные направляющими колоннами переднюю и заднюю неподвижные плиты, расположенную между шши подвижную плиту с гадроодлшщзом запирания, плунжер гадроцилиндра запирания с поворотной пшщевои втулкой для фиксации его относительно неподвижной плиты, гидроцилиндры ускоренного перемещения подвижной плиты и механизм регулировки высоты форм, характеризуются сложным механизмом регулировки высоты форМд обеспечивающим перемещения задней неподвижной плиты.
С целыз упрощения конструкции в предлагаемом механизме запирания форм литьевой машины механизм регулировки высоты форм выполнен в виде резьбового соединения плунжера ги.процилиндра запирания и шли|цевсй поворотной втулки с приводом вращения плунжера гилроцилиндра запирания относительно шлицевой втулки,
Это позволяет устранить необходимость перемещения задней неподвижной плиты при регулировке высоты форм и тем самым упростить конструкцию механизма запирания,
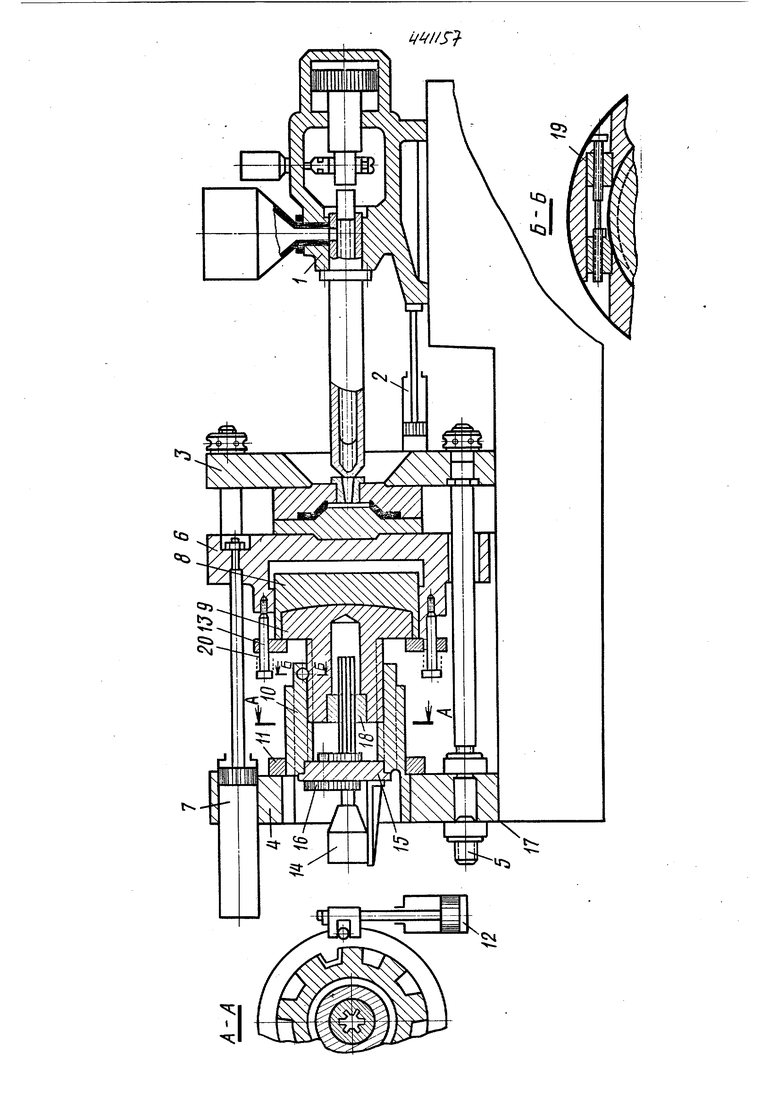
На чертеже схематично показан предлагаемый механизм запирания . форм с разрезами по А-А и Б-Б,
Литьевая машина для пластмасс состоит из механизма I пластикации
.и впрыска материала, гидроцилиндра 2 для подвода механизма впрыска к механизму запирания форм и меха- ч низма запирания, состоящего из передней 3 и задней 4 неподвижных плит,
связанных колоннами 5. По колоннам перемещается подвижная плита 6, являющаяся одновременно цилиндром запирания. Подвижная плита ускоренно перемещается от гадроцилиндров 7
|закреш1еНных на плите 4, В левый торец плунжера 8 цилиндра зашфания упирается передняя сферическая часть винтового упора 9, который может ввинчиваться и вывинчиваться по резьбе из поворотной шлицевой втулки 10. При ускоренном перемещении форм поворотная шлицевая втул ка 10 движется сквозь соответствуюпще пазы в центральном отверстии задней неподвижной плиты 4, При запираний форм выступы поворотной шлицевой втулки 10 располагаются против выступов на плите 4. и при подаче давления в цилиндр ь через них замыкается усилие запирания форм. Направление поворотной лицевой втулки в задней плите и ее пово рот осуществляет поворотная втулка II. Привод втулки II осуществляется от гидроцилиндра 12, отвод плунжера и связанного с ним винтового упора подпружиненным кольцом 13. Регулировка высоты форм производатся вращением винтового упора 9. Вращение винтового упора осуществляют от электромотора 14 о редактором, устш1овленным на крышке 15, через шестеренную передачу 16 и шлицевой вал 17, входящий в шлицевую втулку 18, жестко-укрепленную на конце центрального отверстия винтового упора. После регулировки высоты форм при помощи резьбовых вставок 19 производят фиксацию шлицевой втулки 10 относительно винтового упора 9. При этом фиксация шлицевой втулзш 10 с винтовым упором 9 относительно задней неподашкиой шшты производатся гидроцилиндром 12 через поворотную втулку II, Машина работает следующим образом, В начале цикла пж1та 6 мехашзма запирания находатся в крайнем заднем положении. Форма раскрыта, плун жер 8 находится в исходном положени т.е. прижат пружинами 20 к дну цилиндра. Шлшдевая втул1са 10 находитс в отверстии задней плиты 4, причем выступы втулки расположены в пазах отверстия плиты, В этом положении включением электродвигателя 14 производатся регулировка высоты форм. При смыкании форм плита 6. с помощью гидроци;шн.иров V ускоренно движется вперед. Перед соприкосновением форм при выходе из пазов плиты 4. выступов шлицевой втулки- втулка 10 поворачивается и ее выступы располагаются против выступов плиты 4, После . этого подается давление в полость цилиндра запирания, который, перемещаясь вперед, деформирует пружины 20 и выбирает зазор между формами. Одновременно производится подЖШ1 выступов шлицевой втулки 10 к выступам центрального отверстия задней плиты 4, Давление в цилиндре запираьшя поднимается до номинала/осуществляя запирание форм с заданным усилием. После этого производится впрыск материала в форму и полцгчение изделия. При раскрытии формы сначала .сбрасывается давление в полости гидроцилиндра запирания и плунжер 8 пружинаша 20 отводатся в исходное положение вглубь цилиндра образуя задор между торцагли выступов шлицевой втулки 10 и задней плиты 4, После этого шлицевая втулка 10 поворачивается, располагая свои выступы против пазов шшты 4, а затем ускоренно возвращается в исходд ое положение. Извлекается отлитое изделие, после чего цикл повторяется. ПРЕДМЕТ ИЗОБРЕТЕНИЯ Механизм запирания форм литьевой машины, содержащий связанные направ;Л;шщ1ми колоннами переднюю и заднюю неподвижьше плиты, расположенную между ниьш подвижную шшту с гидрощишн.пром занираьшя, плунжер гидроцилиндра запирания с поворотной шлицевой втулкой для фиксации его относительно задней неподвижной пл11ты, гидpoциJШH,дpы ускоренного перемещения подвижной плиты -и механизм регулировки высоты форм, отд и ч а ю щ и и с я чем, что, Q целью упрощения конструкции, механизм регулировки высоты форы - выполнен в виде резьбового соединения плунжера гидроцилиндра запирания и щлицевой поворотной втулки с приводом вращения плунжера гидроцилиндра запирания относительно щлицевой втулки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм запирания форм литьевой машины для пластмасс | 1976 |
|
SU565831A1 |
| Механизм запирания вертикальной литьевой машины | 1990 |
|
SU1761529A1 |
| Механизм запирания форм литьевой машины | 1972 |
|
SU513875A1 |
| Механизм запирания форм литьевых машин для переработки пластмасс | 1972 |
|
SU466118A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1988 |
|
SU1608071A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1982 |
|
SU1046112A1 |
| ЛИТЬЕВАЯ МАШИНА ДЛЯ ПЛАСТМАСС | 1971 |
|
SU317535A1 |
| Механизм запирания форм литьевой машины для пластмасс | 1976 |
|
SU608658A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1982 |
|
SU1058788A1 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU317534A1 |