Г
Изобретение касается штамиовки и калибровки деталей.
По основному авт. св. № 254455 известен штамп для калибровки кольцевых деталей, содержащий приводимые от пуансона секторы с каналами, в которых расположены пневматические молотки для местной деформации детали.
Предложенный штамп отличается тем, что он снабжен установленным концентрично сектором, служащим для размещения детали и закрепленным па пуансоне кольцом с радиальными каналами, а также дополнительными пневматическими молотками, помещенными в каналах кольца, создающих местные деформации.
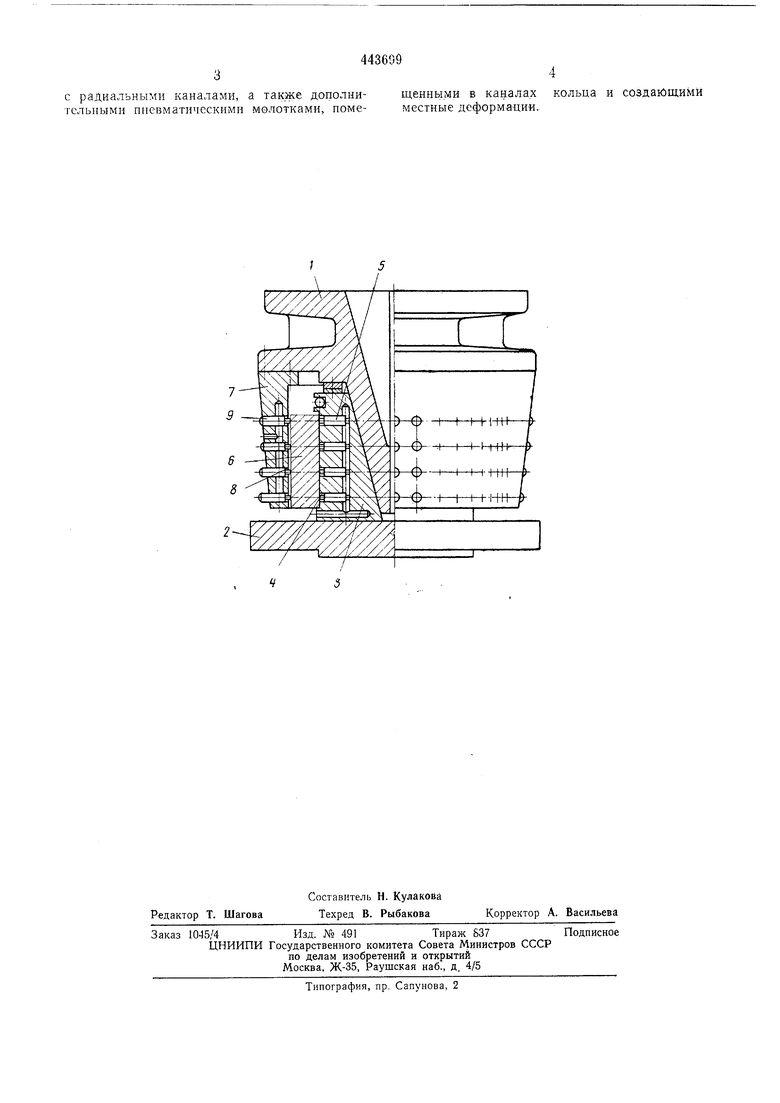
На чертеже изображен предлагаемый штамп.
Ои содержит конический пуансон 1 и установленные на нлите 2 штампа клиновые секторы 3, в которых .выполнены радиальные каналы 4 со смонтированными в них пневматическими молотками 5, рабочие поверхности которых могут контактировать с внутренней поверхностью калибруемой детали 6. На пуансоне 1 болтами закреплено кольцо 7. В кольце 7 выполнены радиальные каналы 8, в которых смонтированы пневматические молотки 9, аналогичные молоткам 5. Рабочие поверхности молотков 9 могут контактировать с нарулчной поверхностью калибруемой детали. В секторах 3 п кольце 7 предусмотрена система каналов для подачи к молоткам 5 и 9 сжатого воздуха.
При калибровке кольцевая деталь 6 устанавливается на секторы 3. Пуансон 1 при ходе вниз концевой частью раздвигает секторы 3, установленные на плите 2, в крайнее положение. При этом деталь растягивается и находится в напряженном состоянии, а кольцо 7 с некоторым зазором обхватывает калибруемую деталь. В зозду.хоиодводящне каналы секторов 3 и кольца 7 подают сжатый воздух, который поступает в радиальные каналы 4 и 8 к ппевмомолоткам 5 и 9. Ппевмомолотки, включаясь, постукивают деталь, интенсивно спи.мзя внутреппие напряжения. Пневмомолоткн 5 и 9 могут быть установлены еоосно, если толщнна стенок калибруемых деталей незначительна, «враспор при больших толщинах стенок.
П р е д м е т н з о б р е т е н н я
Штамп для калнбровки кольцевых деталей по авт. СБИД. jYo 254455, отличающийся тем, что, с целью повышения качества калибровки, он снабжен установленным концептрично секторам служащнм для размещения детали и закрепленным на пуансоне кольцом
с радиальными каналами, а также дополнительными пневматическими молотками, помещенными в каналах кольца и создающими местные деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки кольцевых изделий | 1980 |
|
SU940906A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1969 |
|
SU254455A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| Штамп для калибровки кольцевых заготовок | 1989 |
|
SU1697946A1 |
| Способ калибровки сужающихся оболочек | 1985 |
|
SU1304956A1 |
| Способ обработки деталей с цилиндрическим отверстием поверхностным пластическим деформированием | 1990 |
|
SU1761449A1 |
| Штамп для калибровки кольцевых деталей | 1982 |
|
SU1050784A1 |
| Штамп для правки-калибровкиКОльцЕВыХ дЕТАлЕй | 1979 |
|
SU841701A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| Штамп для радиальной калибровки изделий | 1988 |
|
SU1581457A1 |
