1
Изобретение относится к снособам жидкофазного окисления нефтяных углеводородов и может быть использовано на преднриятиях нефтехимической и нефтеперерабатывающей промышленности нри получении синтетических карбоновых кислот.
Известен способ получения синтетических жирных кислот путем жидкофазного окисления нефтяных углеводородов кислородом или воздухом при 100-150°С в присутствии катализатора, представляющего собой пермангаиат калия или тонко диспергированную двуокись марганца, содержащую щелочь, или смесь мыл (солей) марганца и щелочного металла (обычно натрия или калия) алифатических кислот разного состава и молекулярного веса.
Катализатор обычно применяют в количестве 0,07-0,20% от веса углеводорода, считая на металл с переменной валентностью, а в качестве обязательного компонента катализатора добавляют соединения щелочных металлов калия или натрия. Атомное соотношение между щелочным металлом и марганцем в составе катализатора ноддерживают 1 -1,5.
Однако при окислении углеводородов приходится использовать марганец с относительно высокой концентрацией, соединения которого в последнее время стали дефицитными.
Регенерация его после окончания окисления.
как показывает опыт работы предприятий, производящих синтетические жирные кислоты, связана с техническими трудностями и экономически невыгодна.
Высокое содержание марганца в окисляемом субстрате является также причиной большой продолжительности индукционного периода процесса и всего процесса окисления в целом. Малая удельная активность катализатора приводит к образованию при окислении значительного количества катализаторного шлама, что ухудшает технико-экономические ноказатели процесса и вызывает дополнительные технологические трудности в процессе
дальнейшей переработки продукта окисления. Предлагаемый способ получения синтетических жирных кислот нутем жидкофазного окисления парафина кислородом или кислородсодержащим газом при 100-150°С в присутствии марганецшелочного катализатора отличается тем, что, с целью повышения качества целевого продукта и упрощения процесса, использ пот катализатор, содержащий 0,002- 0,05% марганца от веса окисляемого продукта и щелочной металл 1,5 - 300 в пересчете на атомарное соотношение щелочного металла и марганца, взятый в обратной зависимости от количества используемого марганца. Существенным в предлагаемом способе является то, что каждой концентрации марганца в указанных нределах соответствует оптимальный интервал соотношений Mn:Na(K), лишь при соблюдении которого можно получить положительный эффект.
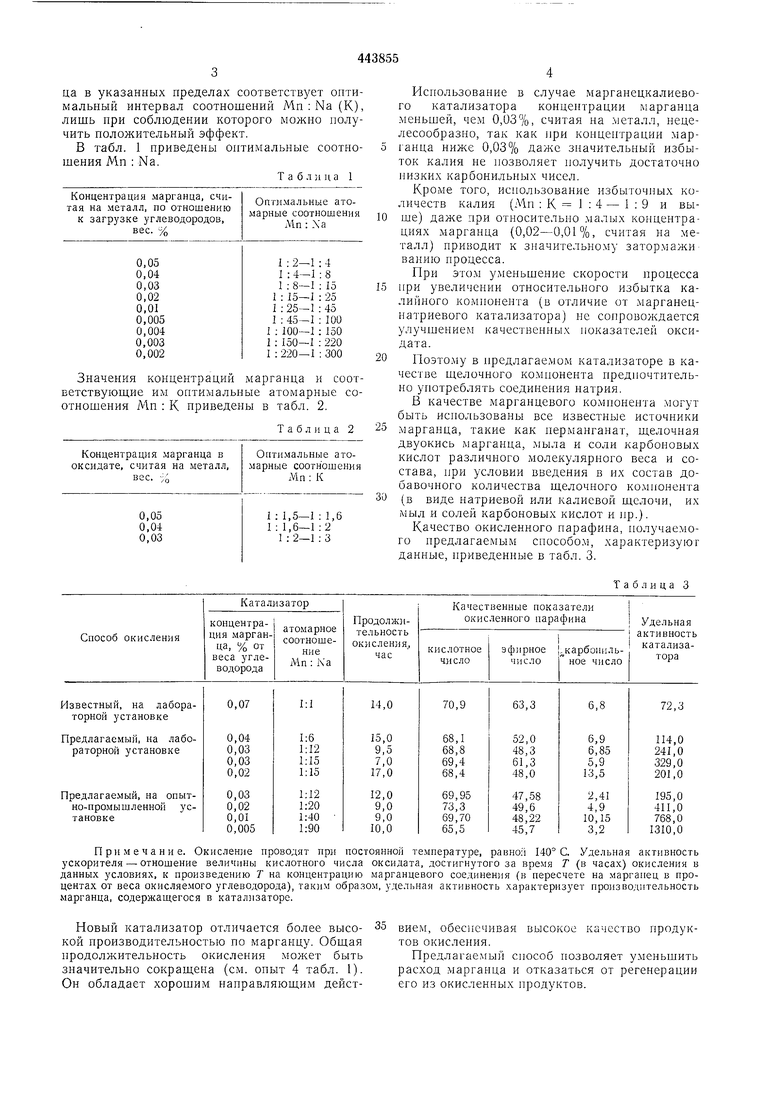
В табл. 1 приведены онтимальпые соотношения Мп : Na.
Таблица 1
Концентрация марганца, считая на металл, по отношению к загрузке углеводородов, вес. %
0,05
0,04
0,03
0,02
0,01
0,005
0,004
0,003
0,002
Значения концентраций марганца и соответствующие им оптимальные атомарные соотношения Мп : К приведены в табл. 2.
Таблица 2
Концентрация марганца в
оксидате, считая на металл,
вес.
1 : 1,5-1
1,6
1 : 1,6-1
1 :2-I
4
Использование в случае марганецкалиевого катализатора концентрации марганца меньшей, чем 0,03%, считая на металл, нецелесообразно, так как при концентрации марганца ниже 0,03% даже значительный избыток калия не позволяет получить достаточно низких карбонильных чисел.
Кроме того, использование избыточных количеств калия (Л1п : К 1 : 4 - 1:9 и выше) даже при относительно .малых копцентрациях марганца (0,02-0,01%, считая на металл) приводит к значительному затормаживанию процесса.
При этом уменьшение скорости процесса при увеличении относительного избытка калийного компонента (в отличие от марганецнатриевого катализатора) не сопровождается улучшением качественны.х показателей оксидата.
Поэтому в предлагаемом катализаторе в качестве щелочного компонента нредпочтительно унотреблять соединения иатрия.
В качестве марганцевого компонента могут быть иснользованы все известные источники марганца, такие как нерманганат, щелочная двуокись марганца, мыла и соли карбоновых кислот различного молекулярного веса и состава, при условии введения в их состав добавочного количества щелочного компонента (в виде натриевой или калиевой щелочи, их мыл и солей карбоновых кислот и пр.).
Качество окисленного парафипа, получаемого предлагаемым способом, характеризуюг данные, приведенные в табл. 3.
Таблица 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения синтетическихжиРНыХ КиСлОТ | 1978 |
|
SU798088A1 |
| Способ получения жирных кислот | 1976 |
|
SU727620A1 |
| Способ получения катализатора для окисления парафиновых углеводородов в жирные кислоты | 1971 |
|
SU475171A1 |
| Способ получения жирных кислот | 1976 |
|
SU789497A1 |
| Способ получения марганецсодержащего катализатора для окисления парафиновых углеводородов | 1980 |
|
SU1011242A1 |
| Способ приготовления растворимого марганецсодержащего катализатора для окисления парафиновых углеводородов | 1989 |
|
SU1745332A1 |
| Способ получения синтетических жирных кислот | 1977 |
|
SU701993A1 |
| СПОСОБ РЕГЕНЕРАЦИИ МАРГАНЦЕВОГО КАТАЛИЗАТОРА | 1967 |
|
SU205816A1 |
| Способ получения синтетических жирных кислот | 1970 |
|
SU430630A1 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКИХ ЖИРНЫХ КИСЛОТ | 1964 |
|
SU166438A1 |
Примечание. Окисление проводят при постоянной те.мнературе, равно: 140° С. Удельная активность ускорителя - отношение величины кислотного числа оксидата, достигнутого за время Т (в часах) окисления в данных зсловиях, к произведению Т на концентрацию марганцевого соединения (в пересчете на марганец в процентах от веса окисляемого углеводорода), таким образом, удельная активность характеризует производительность марганца, содержащегося в катализаторе.
Новый катализатор отличается более высокой производительностью по марганцу. Общая продолжительность окисления может быть значительно сокращена (см. опыт 4 табл. 1). Он обладает хорошим направляющим действием, обеспечивая высокое качество продуктов окисления.
Предлагаемый способ позволяет уменьшить расход марганца и отказаться от регенерации его из окисленных продуктов.
