I
Изобретение относится к устройствам для смены модельных .плит и может быть использовано в литейном производстве.
Известно автоматическое устройство программной смены модельных плит, содержащее кассету, в которой установлен набор модельных плит, и толкатель с поршневым приводом, сблокированные между собой посредством концевых выключателей.
Недостатком такого устройства является неудобство его эксплуатации, невозможность складирования и ремонта моделей и модельных плит, установленных в кассете, без съема последней и отправки ее на склад модельной оснастки.
Для устраневия указанных недостатков предлагаемое устройство снабжено -крестообразной поворотной вокруг горизонтальной оси траверсой с установленными на каждой ее крестовине поворотными рамка.ми, на противоположных сторонах по периметру которых расположены модельные плиты, причем оси поворота траверсы и рамок выполнены в виде моментных цилиндров с обгонной муфтой, а модельные плиты соединены с новоротной рамкой при помощи «ласточкиного хвоста,
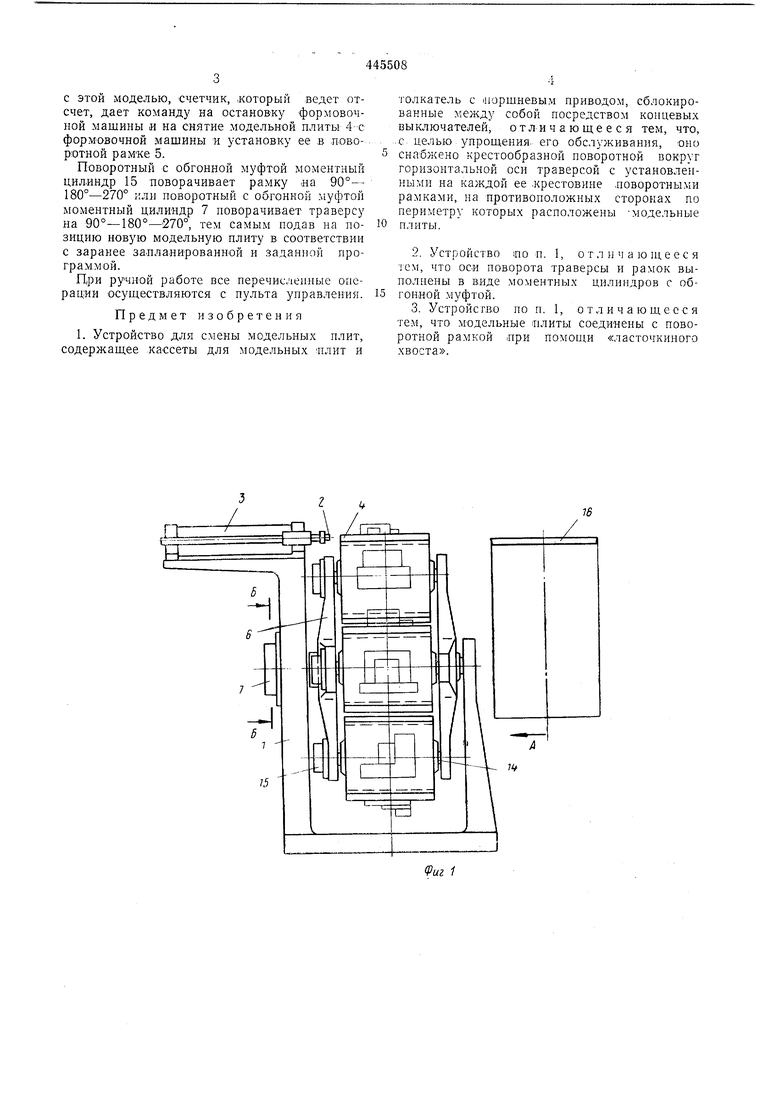
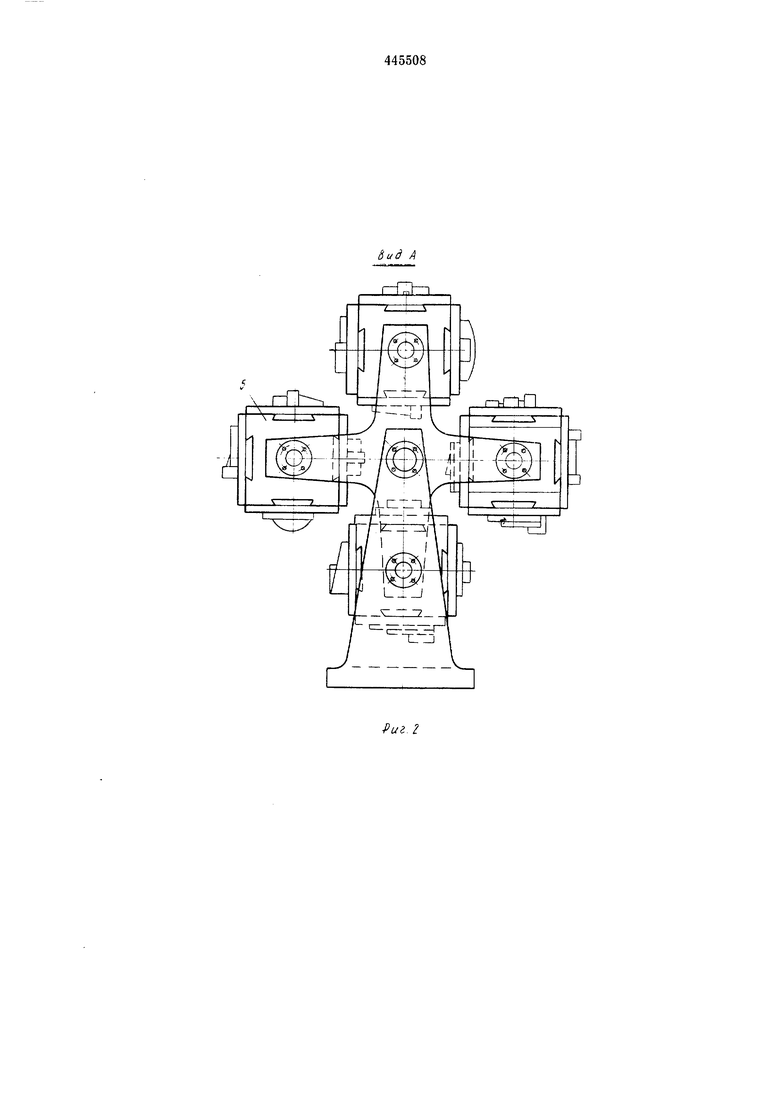
На фиг. 1 изображено отписываемое устройство; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1.
2
Устройство для смены модельных плит состоит из станины 1, толкателя 2 с поршневым приводом 3, .модельных нлит 4, соединенных с поворотными рам.ками 5 при помощи
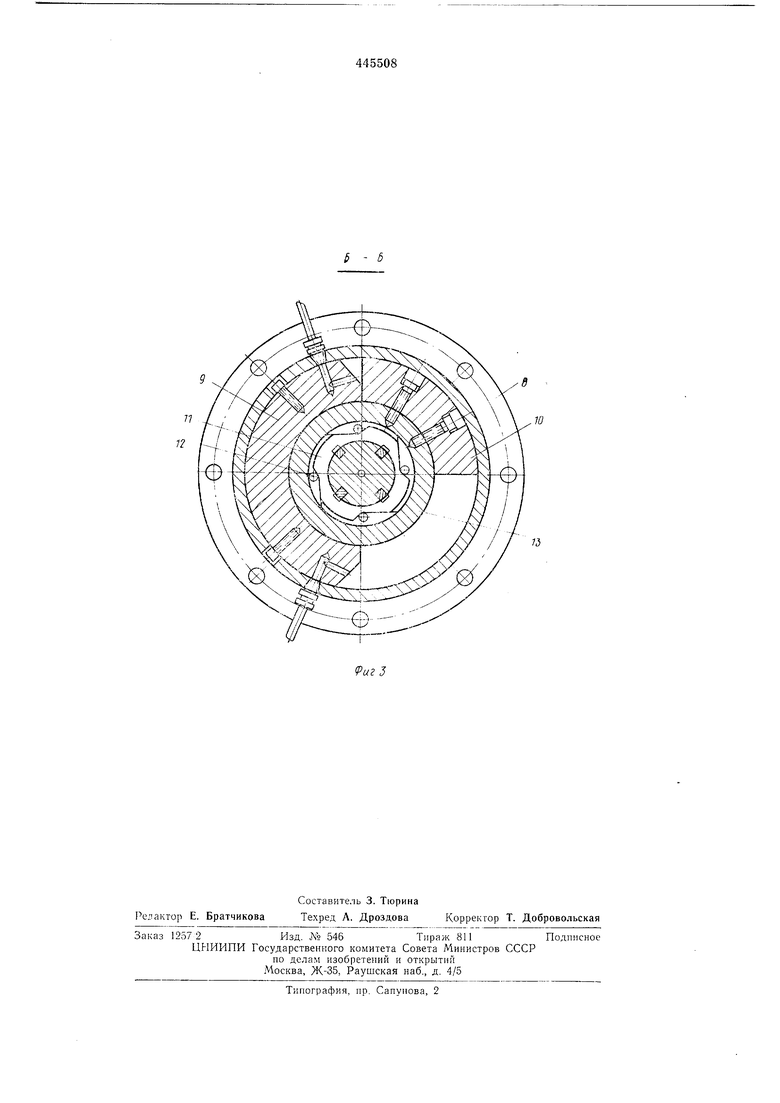
«ласточкиного хвоста, крестообразной траверсы 6, поворотного с обгонной муфтой моментного цилиндра 7, состоящего из -корпуса 8, упора 9, порщня 10, сектора 11, роликов 12, обоймы 13 и четырех осей 14, выполненных в
виде моментных цилиндров 15 с обгонными муфтами.
Все устройство может быть подключено к общей гидросистеме (пневмосистеме) ф;ормовочной мащины или автоматической линии.
а также иметь собственный привод.
Устройство для смены -плит может работать как в автоматическом цикле, т. е. быть встроенным в автоматическую формовочную линию и работать по заранее составленной и заданной программе, так и быть установленным к формовочной мащине и управляться вручную от кнопок, расположенных на пульте управления, рабочпм-формовщиком. В автоматическом цикле устройство работает следующим образом.
Толкатель 2 устанавливает модельную плиту 4 в приемную плиту 16 формовочной мащины (на чертежах не ноказана).
После того, как формовочный автомат отформует заранее заданное количество опок с этой моделью, счетчик, .который ведет отC4ej, дает команду на остановку формовочной машины и на снятие модельной плиты 4с формовочной машины и установку ее ,в ловорютной рамке 5. Поворотный с обгонной муфтой моментный ЦИЛИНДР 15 поворачивает рамку -на 90°-180°-270° или поворотный с обгонной муфтой моментный цилиндр 7 поворачивает траверсу на 90°-180°-270°, тем самым подав на позицию новую модельную плиту в соответствии с заранее заплаиированной и заданной программой. Дри ручной работе все перечисленные операции осуществляются с пульта управления. Предмет изобретения 1. Устройство для смены модельных плит, содержащее .кассеты для модельных а:лит и толкатель с аюрщневым приводом, сблокированные между собой посредством концевых выключателей, отличающееся тем, что, с целью упрощения, его обслуживания, оно снабжено крестообразной поворотной вокруг горизонтальной оси траверсой с установленными на каждой ее рестовине ловоротными рамками, на противоположных сторонах по периметру которых расположены -модельные плиты. 2.Устройство 1ПО п. 1, отличающееся тем, что оси поворота траверсы и рамок выполнены в Виде моментных цилиндров с обгонной муфтой. 3.Устройство по п. 1, отличающееся тем, что модельные плиты соединены с поворотной рамкой при помощи «ласточкиного хвоста.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическойСМЕНы МОдЕльНыХ плиТ | 1979 |
|
SU829319A1 |
| Формовочная машина для изготовления литейных форм прессованием | 1958 |
|
SU119312A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Автоматическая литейная линия | 1954 |
|
SU114429A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| Установка для изготовления железобетонных изделий | 1988 |
|
SU1653970A2 |
| Формовочная машина | 1982 |
|
SU1031635A1 |
| Обучающая машина | 1968 |
|
SU482791A1 |
| Установка для резки и укладки кирпича-сырца на консольные вагонетки | 1983 |
|
SU1144888A1 |
Л
W
Tt
73
