(54) УСТРОЙСТВО ДЛЯ СВАРКИ ИЗДЕЛИЙ С
ЗАМКНУТЫМИ КРИВОЛИНЕЙНЫМИ
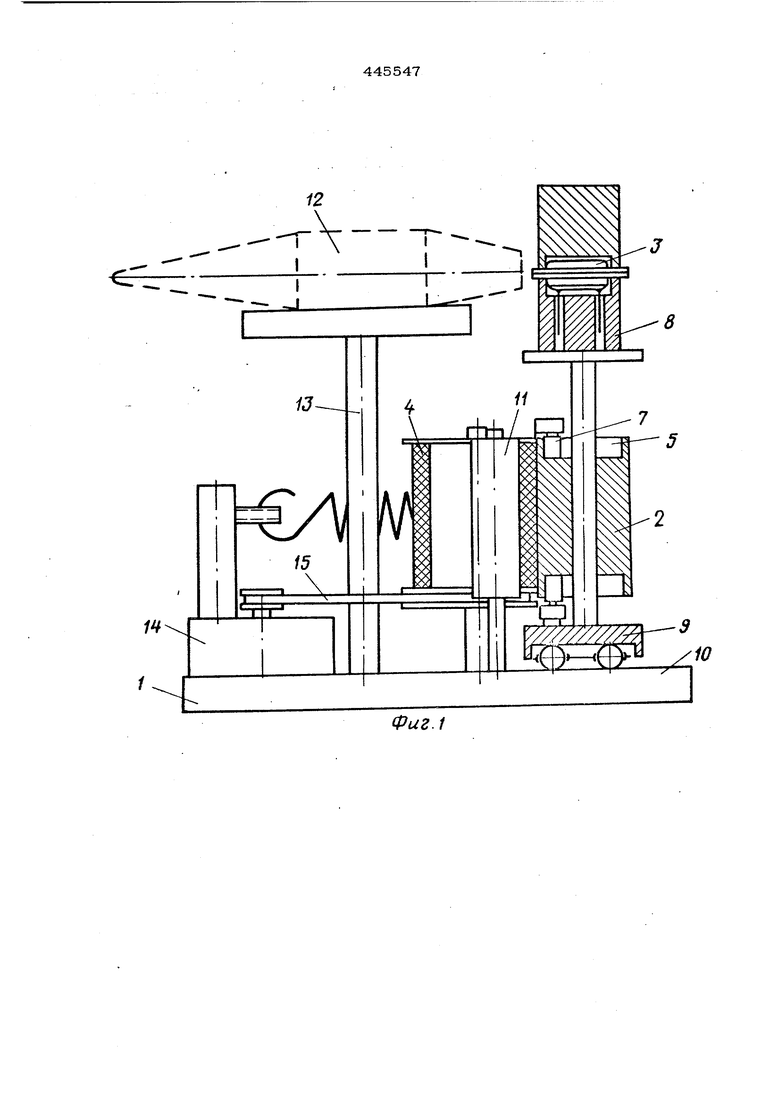
изделия 3 в плане. Вес копира 2 и теплоотвода 8 с изделием 3 воспринимается подпятником 9 и опорным подшипником Ю,- Ролик 11 ликвидирует прогиб ремня 4 под влиянием нажима копира 2, Сварочная горелка 12 закреплена на подставке 13.
Устройство работает следующим образом.
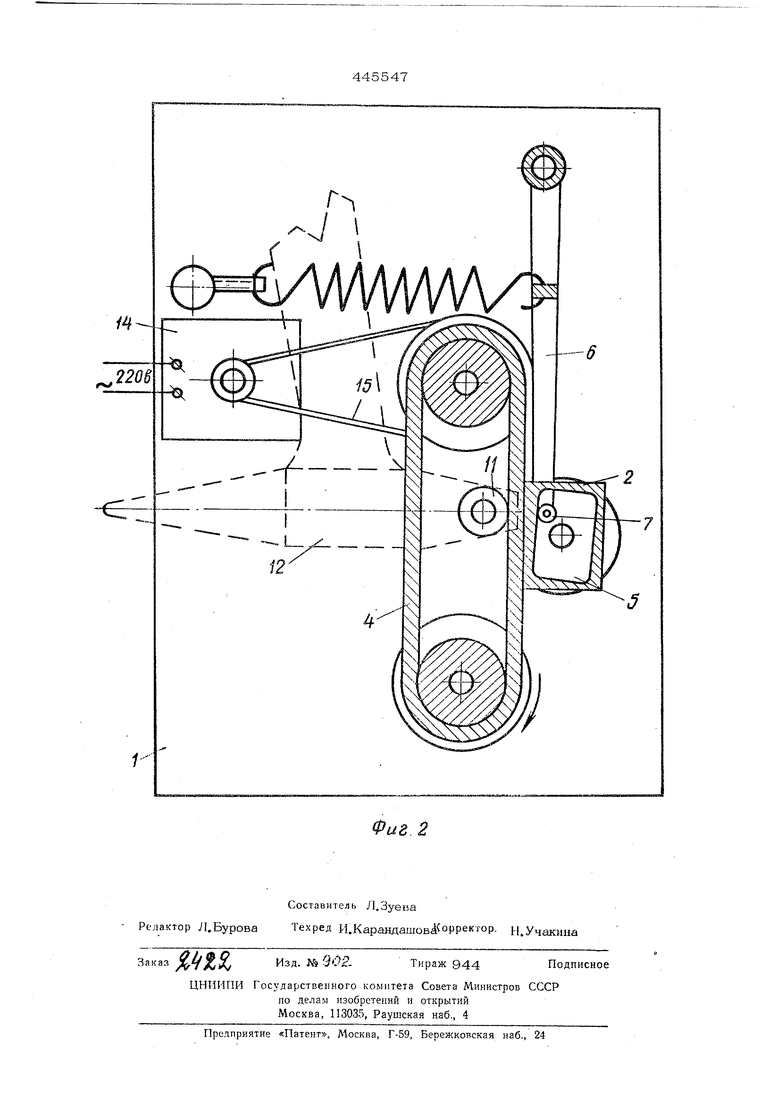
Механизм устройства приводится в движение электродвигателем с редуктором 14 че гибкую связь 15. Копир 2,фрикционно сцепленный с движущимся ремнем 4, и находящееся на одной оси с ним свариваемое изделие 3 движутся поступательно до тех пор, пока не подойдет угол копира 2 и пока ролики 7 не коснутся стенки выборки 5, расположенной под 90°к плоскости ремпя 4. В этот момент поворачивается копир 2, а вместе с ним и свариваемое
. изделие 3 на угол ЭО. Затем снова следует пря юлинейное движение копира 2 и свариваемого издел 1я 3 и снова их повор вокруг следующего уг-ла до завершения полного оборота копира 2. Включение сварочной дуги производится в любой точке периметра издeJПIя 3. Сварка прекращае ся по завершении одного оборота копира 2. Перемещения Koinipa и свариваемо1Х) изделия обеспечивают высокое качество сварки за счет постоянства линейной скорости сварки, постоянства зазора- между горенкой и j3AejiuBM и за счет постоянства угла наклона оси горелки и линии сварного шва в любой точке периметра сварки. Устройство позволяет производить сварку металлических корпусов круглой,
овальной, квадратной, прямоугольной,трехгранной и шестигранной формы (после установки соответствующего копира). Острые углы корпусов могут не закругляться, а отношение сторон в прямоугольных корпу-
сах может быть взято больше, чем 1,35.
Предмет изобретения
Устройство для сварки изделий с замк-нутымг криволинейными швами, содержащее сварочную горелку, смонтированный на основании поворотный копир, соответствующий форме свариваемого изделия, узел крепления изделия, установленный
соосно С копиром и жес-гко связанный с ним, механизм, поворота копира и копирные ролики, отли чающееся 1ч-;м, что, с целью обеспечения возможности сварки изделий с многогранными сварны-ми швами, на торцовых поверхностях ку-naHiva выполнены выборки JlpямoyгoJ ьнoй формы, контактирующие внутренними стеиками с копирными роликами, подпруйспнен- ными к стенкам, причем толицша каждой стенки, образовалнон выборкой и наружной поверхностью кулажа, выполнена плавно уменьшаюшейсП в наггравлелни пов рота кулачка.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки криволинейных швов | 1981 |
|
SU959970A1 |
| Способ автоматической сварки изделий прямоугольного сечения | 1989 |
|
SU1761414A1 |
| Установка для сварки | 1977 |
|
SU677857A1 |
| Установка для сварки балок двумя горелками | 1990 |
|
SU1808600A1 |
| Установка для автоматической сварки прямоугольных изделий с закругленными углами | 1986 |
|
SU1454623A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для автоматической сварки криволинейных швов | 1972 |
|
SU442905A1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |