(54) УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ
содержит также подводы и отводы для закалочной жидкости.
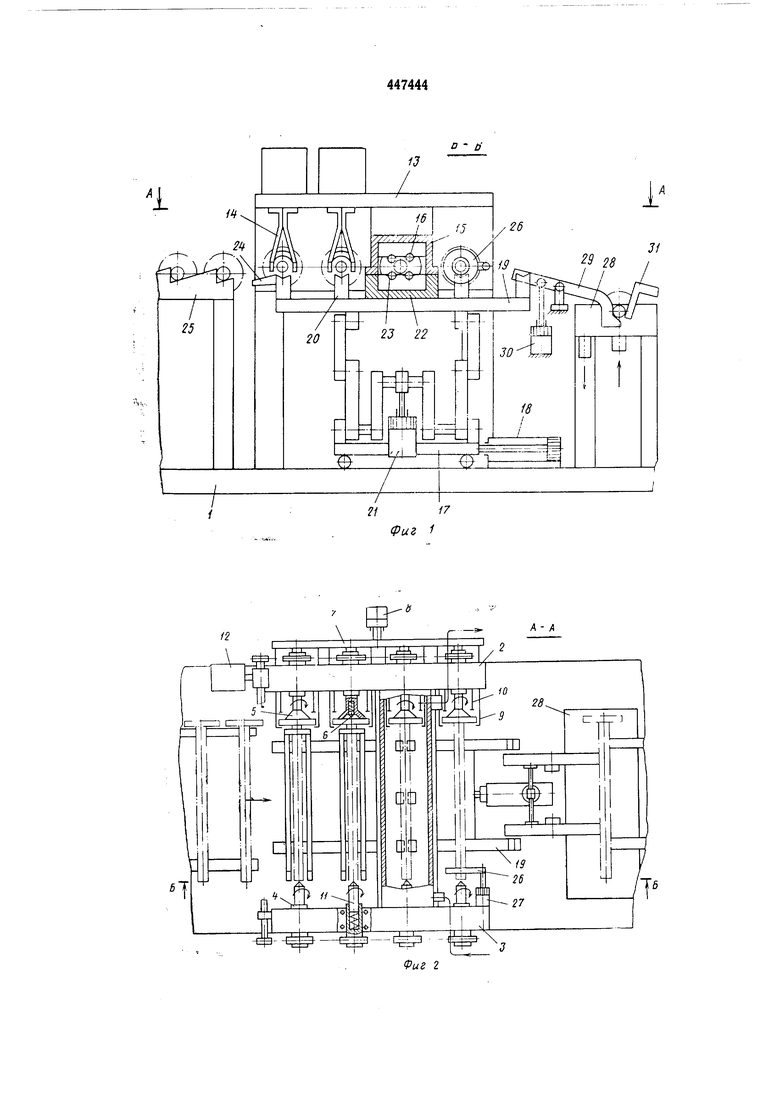
Механизм шагового перемещения изделий включает каретку 17, пневмоцилиндр 18 горизонтального перемещения каретки, рейку 19 с призмами 20 для укладки изделий и пневмоцилиндр 21 вертикального перемещения рейки с помощью рычажной системы. Жестко с рейкой связана нижняя створка 22 закалочной камеры с роликами-люнетами 23, которые служат также для размещения изделий при транспортировке. Призмы со стороны . загрузочной позиции установки имеют ножи 24 для захвата очередного изделия из накопителя 25.
На разгрузочных позициях установки имеются индукционная катущка 26 контроля качества термообработки с пневмоцилиндром 27, ванна 28 окончательного охлаждения изделий, рычаги 29 с пневмоцилиндром 30 для перевалки изделий с призм в ванну и разгрузочный склиз 31.
Работает установка следующим образом.
Каретка с изделиями на призмах 20 и роликах-люнетах 23 и рейкой 19 в нижнем положении перемещается от загрузочной позиции к разгрузочной. В конце хода рейка 19 перемещается в верхнее положение. При этом изделия совмещаются индукторами, а створки закалочной камеры смыкаются, охватывая изделие роликами-люнетами. Далее перемещается поперечина 7 и связанные с ней фрикционы 5 и тяги-съемники 9. При этом изделия фиксируются в центрах 6 и 11, открываются от призм и зажимаются фрикционами 5. Индукционная катущка 26 совмещается с изделием, вращая его. На первой позиции изделие подогревается до температуры 600-700°С, на второй нагревается до закалочной температуры, на третьей закаливается в потоке быстродвижущейся жидкости, на четвертой контролируется качество закалки изделия. После заверщения закалки рейка 19 со створкой 22 опускается, а изделия остаются в центрах
всех четырех позиций. Каретка 17 перемещается к загрузочной позиции, крайнее изделие из накопителя с помощью ножа 24 переводится на призмы механизма шагового перемещения, после чего рейка 19 перемещается в верхнее положение. К этому времени завершается нагрев изделий, оканчивается вращение, а поперечина 7 и катушка 26 возвращаются в исходное положение. При этом съемники 9 обеспечивают съем изделий с центров блока 3, а упоры 10 - с центров блока 2. Изделие, нагретое до закалочной температуры, укладывается на ролики-люнеты, а остальные изделия - на призмы. Рейка 19 опускается, и цикл возобновляется. Сбор изделия с призм механизма шагового перемещения в ванну 28 осуществляется рычагами 29 посредством перемещения пневмоцилиндра 30 в верхнее положение, а извлечение изделия из ванны на склиз 31 - возвращением пневмоцилиндр а 30 в исходное положение.
Предмет изобретения
Установка для индукционной закалки длинномерных изделий, содержащая накопитель, индукторы, разъемную закалочную камеру со створками и роликами-люнетами, механизм щагового перемещения, механизм фиксации и вращения изделий на рабочих позициях, индукционную катущку контроля качества термообработки, ванну окончательного охлаждения и склиз, отличающаяся тем, что, с целью обеспечения автоматизации установки и повышения качества термообработки изделий, механизм фиксации и вращения снабжен неподвижными упорами и тягами - съемниками, а нижняя створка закалочной камеры жестко связана с рейкой механизма щагового перемещения, причем рейка выполнена с возможностью вертикального перемещения для смыкания створок закалочной камеры и совмещения изделия с индуктором.
Фиг i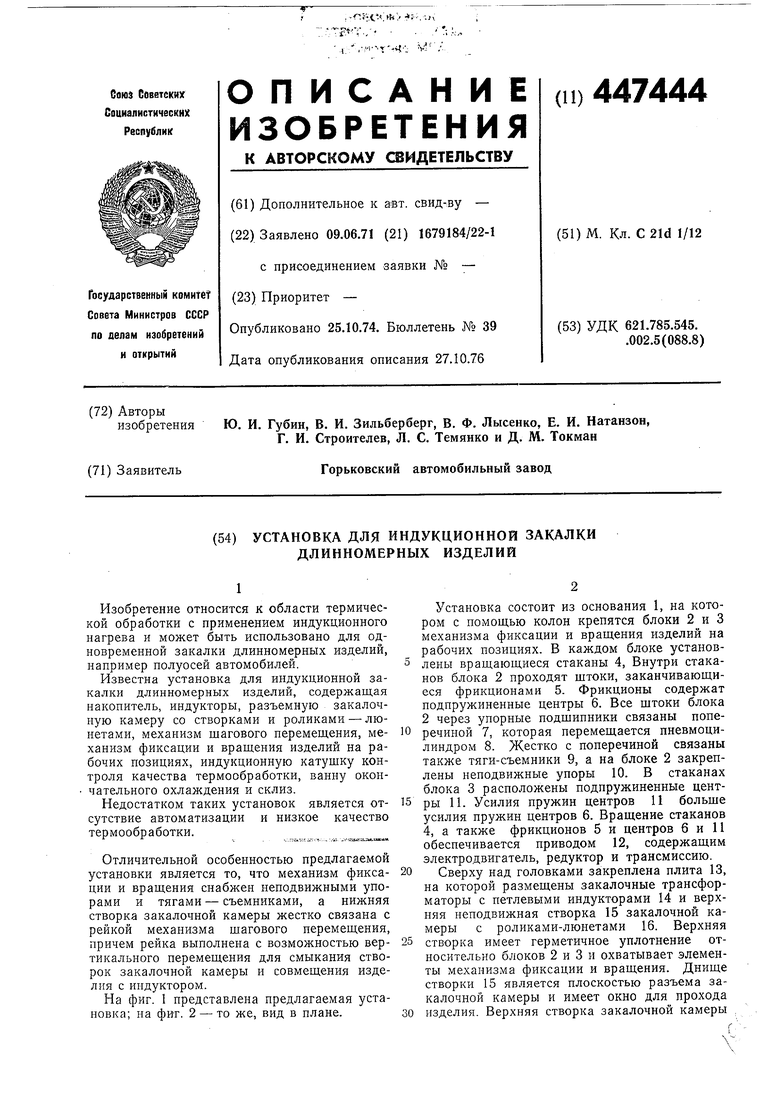
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Установка для индукционной закалки концов длинномерных изделий | 1989 |
|
SU1730178A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ВАЛОВ | 1971 |
|
SU306176A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Станок для индукционной закалки изделий | 1976 |
|
SU607847A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ РЕЛЬСОВЫХ ПОДКЛАДОК | 1992 |
|
RU2040552C1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1973 |
|
SU374116A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Станок для закалки изделий с нагревом индукционными токами | 1980 |
|
SU899676A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1967 |
|
SU192840A1 |