1
H3o6p6ft:iHiie ОФНОСН1СЛ к области порошковой металлургии, в чаогнооги к пресс-формам ддя производства фрикщонных дисков из мегаллическюс порошков.
Известна пресс-форма для напрессовки порошкового слоя на поверхность металлического диска, состоящая из матрицы, ПОЛЕЦС верхнего и нижнего пуансонов и центрального стержня. При этом напрессовку поропкового слоя осуществляют на всю свободную пове|)хность диска.
Предлагаемая пресс-форма отличается от известной тем, что с целью повышения производительности процесса изготовления фрикционных дисков и улучшения их качества пуансоны снабжены полыми втулками, выполненными с возможносгью перемещения в направлении прессования и закрепленными в полос ги пуансонов при помощи пружин.
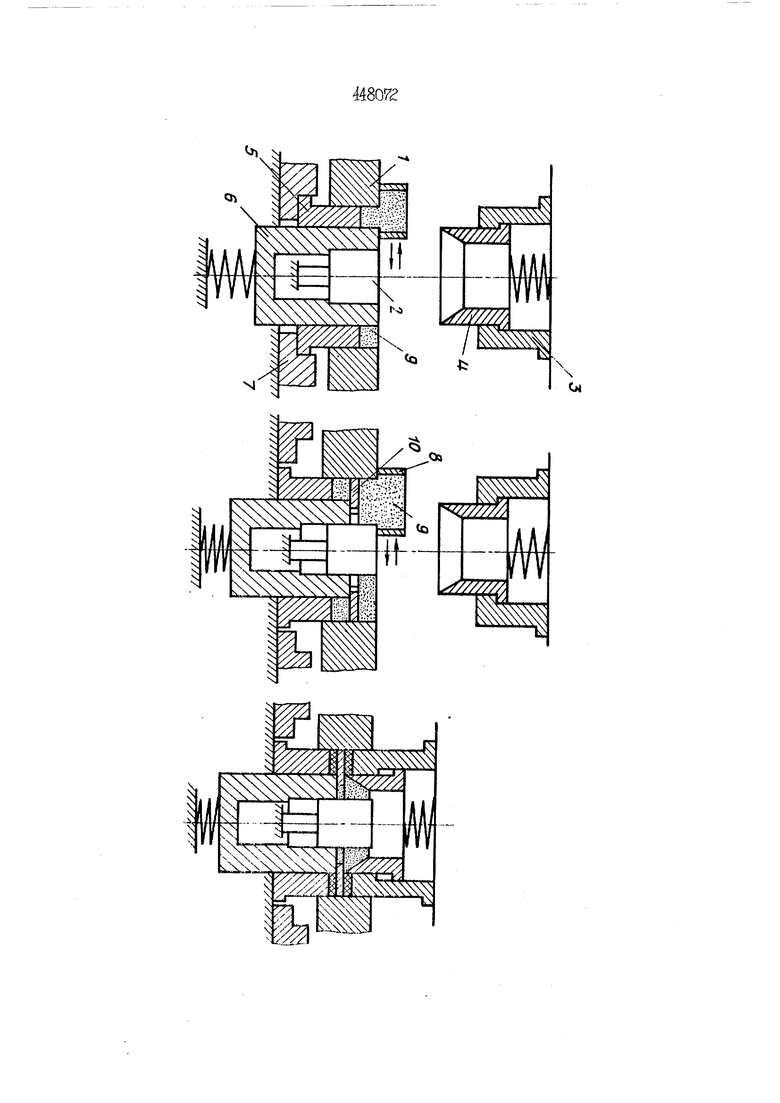
На чертеже изображена предлагаемая пресс-форла на трех стадиях работы.
Пресс-форма состоит из матрицы I, центрального стержня-иглы 2, верхнего пуансона 3 с полой втулкой 4, нижнего пуансона 5 с полой втулкой 6, регулировочных клиньев 7 и загрузочной кассеты
0 8. При этом полая втулка верхнего пуансона прикреплена пружиной к штоку пресса, а полая втулка нижнего пуансона - к выталкивателю (шток пресса и выталкиватель
5 на чертеже не обозначены). На чертеже показаны также порошковая шихта 9 и основа изделия металлический диск 10.
Пресс-форуй действует следующим ооразом.
Верхний пуансон с полой втулкой находится в крайнем верхнем положении. Регулировочные клинья фиксируют нижний пуансон в верх5 RGVL положении. Загрузочная кассета подаем поропюЕ в рабочую пек дость мафршф. Пооде эгого Еаосега автоматически отводится, раздвигаются рерулировочные клинья, а пуансон с полой втулкой .опускается в нижнее положение. При этом объем рабочей полости матрицы увеличивае гся, Б эту пен сначала вводат мегалличес кий диск 10-основу изделия, а ватем производят дополнительную загрузку nopolQKa из кассеты. После отвода кассеты верхний пуансон совместно с верхней втулкой опускается и входит в рабочую полость матршщ. При этом происходит прессование слоя порошка заданной ширины и его напрессовка на основу, одновременно с двух сторон. Верхняя и нижняя втулки ор|шпачивают ширину напрессованного слоя. После этого верхний пуансон с втулкой поднимается в исходное положение, а выгалкивр.гель поднимает нижний пуансон с нижней втулкой в крайнее верхнее положение, при когорсии торец нижнего пуансона выводится на уровень наружной торцовой поверхности матрицы. В это время под цуансон вдвигаются регулирующие клинья, а готовое изделие при кассеты сталкивается с прес
7$ормн. Выталкиватель опускается вниз, нижний пуансон опускается на регулировочные клинья. В рабочую полость матрицы поступает новая порция порошка. Цикл повторяется.
Применение предлагаемой прессорма позволяет напрессовывать слой заданной ширины независимо от размеров металлического диска, устранить операции механической обаботки напрессованного слоя, ликвидировать потери порошкового маФериала и повыситьстойкость на прессованного фрикционного слоя. ПРЕДМЕТ ИЗОБРЕТЕНИЯ
Пресс-форма дяя напрессовки порошкового слоя на поверхность металлического диска, состодцая из атрицы, полых верхнего и нижнего пуансонов ицентрального стержня, о « л н ч а ю щ а я с я tevt что,с целью довышения проазвои гельнссти процесса изготовления фрикционных дисков и улучшенмя их качества,пуансоны пслыии втулками, выпслневшши с Бозисжнсстью перемещения в направлении пресссвавия и закрепденныни в полосtH пуансонов при цсуощи пружин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1983 |
|
SU1144767A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| ПРЕСС-ФОРМА ДЛЯ НАПРЕССОВКИ ПОРОШКОВОГО СЛОЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКОГО ДИСКА | 1990 |
|
RU2030970C1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1982 |
|
SU1084115A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность детали | 1989 |
|
SU1691115A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1985 |
|
SU1245414A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| Способ изготовления фрикционных изделий | 1986 |
|
SU1379093A1 |
| Устройство для прессования изделий из металлического порошка | 1982 |
|
SU1165530A1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |