Изобретение охносихся к области обработки иеталлов давлением и ыожет быть использовано при производстве периодических профилеЯ сплошного и полого поперечного сечения на металлургических и машиностроительных заводах.
Известен способ поперечно-винтовой прокатки периодических профилей, включающий последовательное деформирование круглой заготовки валками с образованием нескольких участков различного профиля и одновременным приложением к переднему по направлению прокатки концу заготовки усилия натяжения.
При прокатке каждого последующего участка периодического профиля ранее прокатанные предыдущие профили находятся под действием осевого усилия натяжения, приложенного к переднему концу заготовки.
6 результате несколько искажаются осевые линейные размеры профилей.
Цель изобретения - повысить точность осевых линейных размеров прокатанных изделий.
Это достигается тем, что в вачале прокатки в валки задают задний конец заготовки и после формиро вания каждого участка с заданным профилем валки разводят, а заготовку перемещают в направлении, противоположном направлению прокатки.
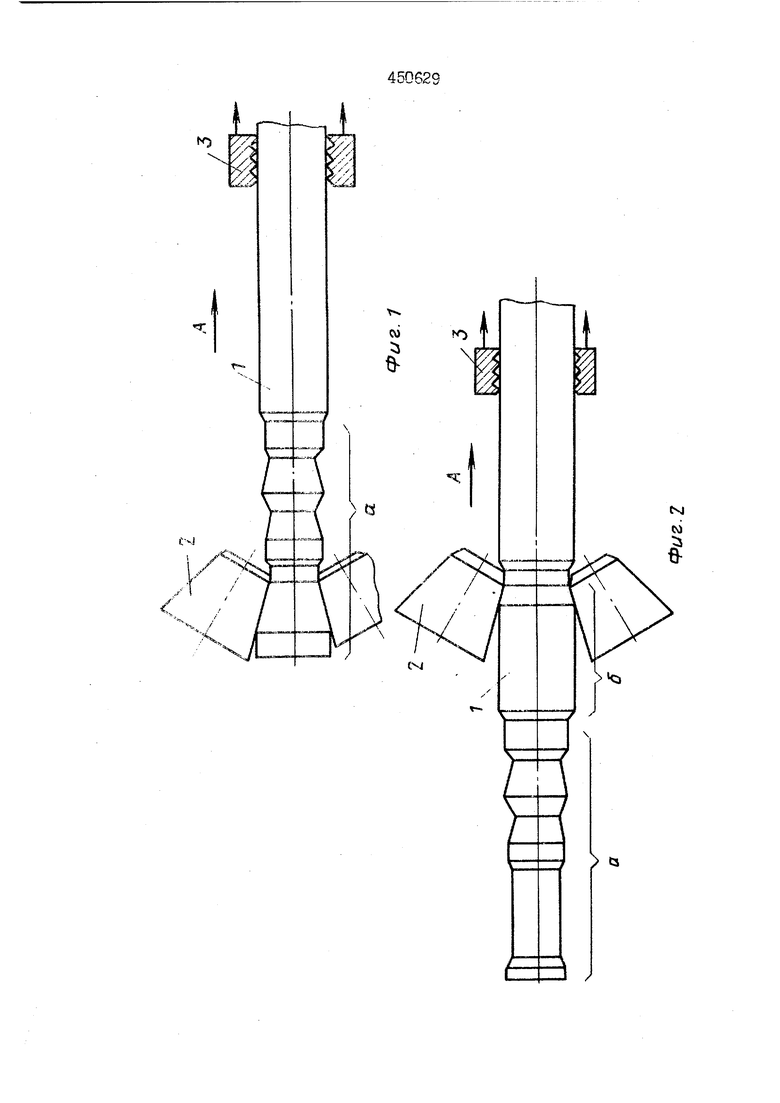
На фиг. I показана прокатка профиля, расположенного на заднем конце заготовки; на фиг. 2 - положение заготовки, возвращенной для прокатки последущего профиля после окончания прокатки предыдущего.
Поперечно-винтовая прокатка нескольких периодических профилей, расположенных на одной заготовке I, осуществляется рабочими валками 2 с приложением к переднему концу заготовки осевого усилия натяжным механизмом 3.
Для получения полых профилей внутри заготовки может быть расположена оправка. Перемещение заготовки при прокатке осуществляется по стрелке А (см. фиг. I).
Прокатка начинается с профиля а, расположенного на заднем конце заготовки.
После окончания прокатки предыдущего профиля а производят разведение рабочих валков и возврат заготовки против направления стрел
ки А для прокатки последующего профиля б (см. фиг. 2), прокатку которого производят также по направлению стрелки А с приложением к переднему концу заготовки усилия натяжения механизмом 3.
После окончания прока |7ки профиля б операции повторяют для прокатки всех последующих профилей.
При такой последовательности операций прокатанные профили не находятся под действием усилия
натяжения, что приводит к сохранению осевых линейных размеров этих профилей.
ПРЕДМЕТ ИЗОБРЕТЕНИЯ Способ поперечно-винтовой про катки периодических профилей, вклю чающий последовательное деформирование круглой заготовки валками с образованием нескольких участков различного профиля и одновременным приложением к переднему по направлению прокатки концу заготовки усилия натяжения, отличающийся тем, что, с целью повышения точности осевых линейных размеров прокатанных изделий, в начале прокатки в валки задают задний конец заготовки и после формирования каж дого участка с заданным профилем
0 валки разводят, а заготовку перемещают в направлении, противоположном направлению п рокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой прокатки периодических профилей | 1988 |
|
SU1593771A1 |
| СПОСОБ ПРОКАТКИ СПЛОШНЫХ ЖЕЛЕЗНОДОРОЖНЫХ ОСЕЙ | 1999 |
|
RU2164190C2 |
| Способ прокатки сплошных железнодорожных осей на трехвалковом стане | 1987 |
|
SU1407646A1 |
| Способ поперечно-винтовой прокатки полых профильных заготовок | 1979 |
|
SU776728A1 |
| Способ прокатки сплошных и полых профильных заготовок | 1974 |
|
SU496081A1 |
| Способ прокатки полых круглых периодических профилей из трубной заготовки | 1988 |
|
SU1609543A1 |
| Составной валок стана винтовой прокатки | 1987 |
|
SU1445828A1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ПОЛОС ПОСТОЯННОЙ ШИРИНЫ И ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНЫ | 2003 |
|
RU2239510C1 |
| Способ винтовой прокатки | 1990 |
|
SU1761319A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗДЕЛИЙ ТИПА ГИЛЬЗ ДИЗЕЛЬ-МОТОРОВ | 1973 |
|
SU395152A1 |