1
Изобретение относится к области механизации слесарно-сборочных работ и может быть исиользовано при сборке узлов редукторов.
Известны уст1ройства для запрессовки, содержащие установленный на станине силовой механизм с ползуном, в котором закреплен сменный прессующий элемент, и опорный стол.
Такие устройства не обеспечивают высокого качества запрессовки, так как при двусторонней запрессовке деталей, разделенных тонкой перемычкой детали, в которую они запрессовываются, при одностороннем движении ползуна к неподвижной опоре возможна деформация или поломка перемычки.
В предложенНом устройстве этот недостаток устранен за счет того, что оно снабжено установленным на опорном столе дополнительны.м механизмом запрессовки, выполненным в виде расположенных соосно подвижной каретки для закрепления детали и корпуса, в котором конпентрично расположены два плунжера с торцовыми скосами, установленные с возможностью перемещения в направлении запрессовки от равноплечего рычага, воздействующего через подвижные сухари на плунжеры.
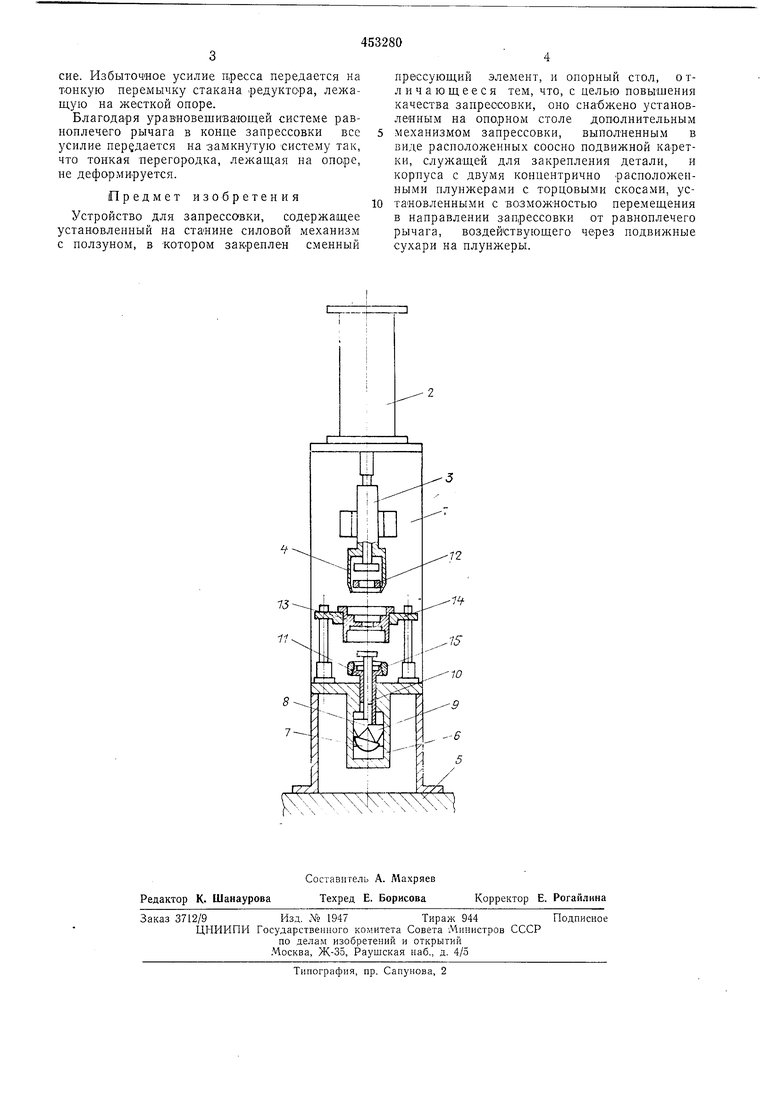
На чертеже изображено предлагаемое устройство для запрессовки.
Устройство содержит станину 1, силовой механизм 2, ползун 3 с закрепленным на нем прессующим и направляющим элементом 4, опорный стол 5, корпус 6, в котором размещены равноплечий рычаг 7, подвижные сухари 8 и 9, а также сменные опорные плунл-серы 10 и 11 с торцовыми скосами и установленные в ползуне 12.
Стакан 13 редуктора установлен в гнездо подвижной каретки 14, а наружное кольцо подщипника 15 размещено на плунжере II.
стройство работает следующим образом.
При включении силового механиз.ма 2 ползун 3 с направляющим элементом 4 и манжетой 12 делают ход вниз до соприкосновения со стакано.м 13, установленным на подвижной каретке 14.
Затем при дальнейщем совместном ходе тонкая перемычка стакана редуктора ложится на онорную поверхность плунжера 10. Под действием силового механизма 2 плунжер 10 перемещается вннз, а через рычаг 7 плунжер II с установленным на нем наружным кольцом подшипника 15 перемещается Вверх.
При соприкосновении кольца подшипника 15 со стаканом 13 происходит процесс нрессования и сборки манжеты и кольца подшипника в корпус редуктора. В конце прессования рычажная система приходит в равнове
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки преимущественно свертных втулок | 1981 |
|
SU1006153A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РАСПЛАВЛЕННОГО СТЕКЛА | 1990 |
|
RU2031862C1 |
| Устройство для литья под давлением роторов электродвигателей | 1973 |
|
SU553716A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Способ формирования колесных пар подвижного состава и устройство для его осуществления | 1985 |
|
SU1344568A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1987 |
|
SU1449308A1 |
| Многопозиционный станок | 1985 |
|
SU1263498A1 |
| Ножницы к прессу для обработки полосового и ленточного материала | 1984 |
|
SU1172656A1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
