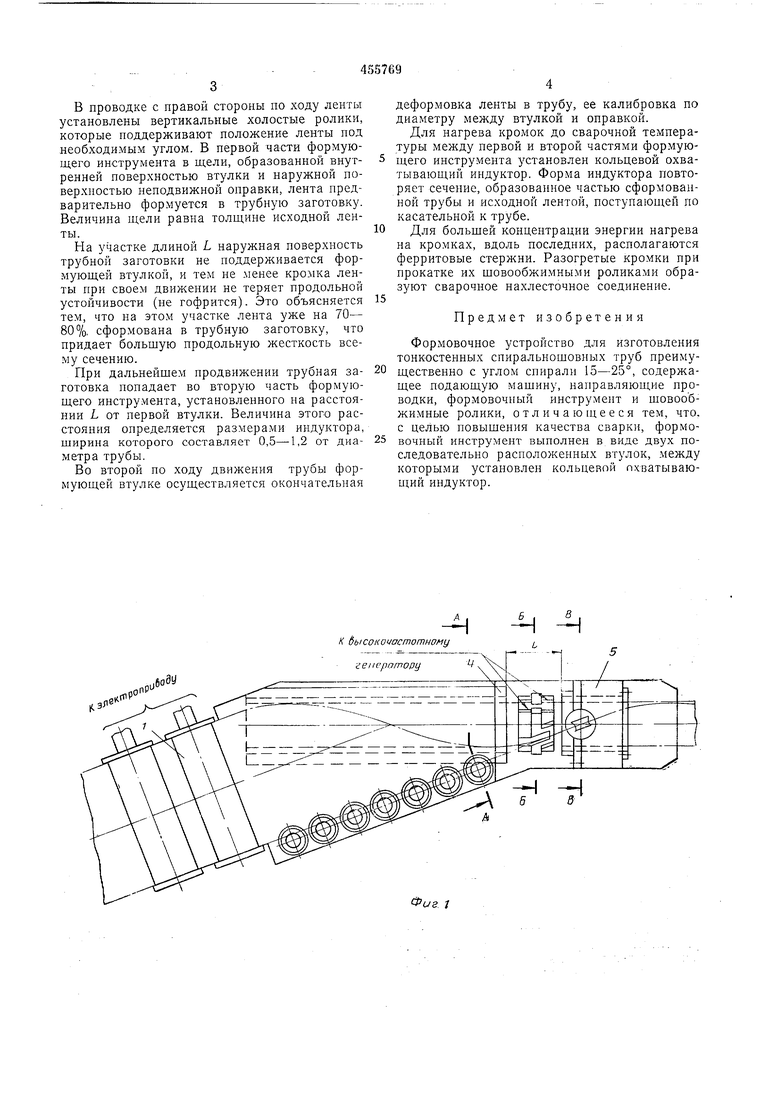
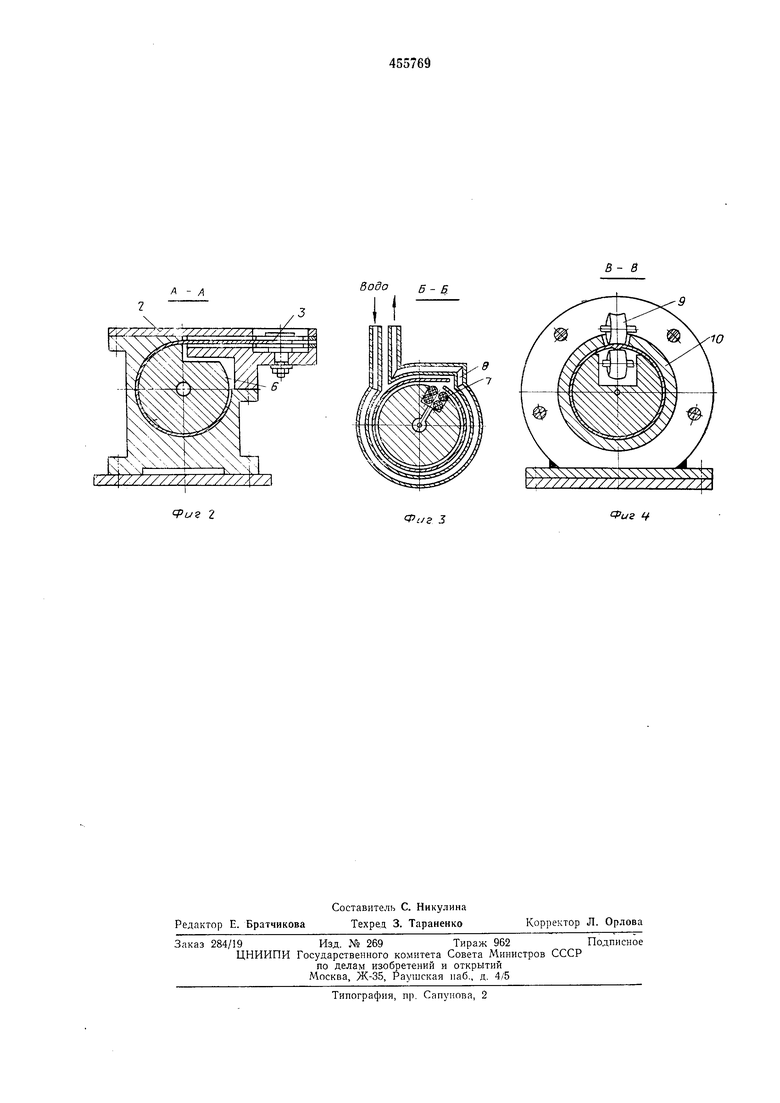
В проводке с правой стороны по ходу ленты установлены вертикальные холостые ролики, которые поддерживают положение ленты под необходимым углом. В первой части формующего инструмента в ш;ели, образованной внутренней поверхностью втулки и наружной поверхностью неподвижной оправки, лента предварительно формуется в трубную заготовку. Величина щели равна толщине исходной ленты.
На участке длиной L наружная поверхность трубной заготовки не поддерживается формующей втулкой, и тем не менее кромка ленты при своем движении не теряет продольной устойчивости (не гофрится). Это объясняется тем, что на этом участке лента уже на 70- 80%, сформована в трубную заготовку, что придает больщую продольную жесткость всему сечению.
При дальнейщем продвижении трубная заготовка попадает во вторую часть формующего инструмента, установленного на расстоянии L от первой втулки. Величина этого расстояния определяется размерами индуктора, ширина которого составляет 0,5-1,2 от диаметра трубы.
Во второй по ходу движения трубы формующей втулке осуществляется окончательная
деформовка ленты в трубу, ее калибровка по диаметру между втулкой и оправкой.
Для нагрева кромок до сварочной температуры между первой и второй частями формующего инструмента установлен кольцевой охватывающий индуктор. Форма индуктора повторяет сечение, образованное частью сформованной трубы и исходной лентой, поступающей по касательной к трубе.
Для больщей конпептрации энергии нагрева на кромках, вдоль последних, располагаются ферритовые стержни. Разогретые кромки при прокатке их щовообжимными роликами образуют сварочное нахлесточное соединение.
Предмет изобретения
Формовочное устройство для изготовления тонкостенных спиральнощовных труб преимущественно с углом спирали 15-25°, содержащее подающую машину, направляющие проводки, формовочный инструме1 т и шовообжимные ролики, отличающееся тем, что. с целью повыщения качества сварки, формовочный инструмент выполнен в виде двух последовательно расположенных втулок, между которыми установлен кольцевой охватывающий индуктор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Устройство для изготовления сварных спиральношовных труб | 1979 |
|
SU871872A2 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1988 |
|
SU1574310A1 |
| Устройство для формовки тонкостенных труб со спиральным швом | 1982 |
|
SU1017402A2 |
| Формовочно-сварочный узел стана высокочастотной сварки спиральношовных труб внахлестку | 1983 |
|
SU1281318A1 |
| Агрегат для производства термоупрочненных труб | 1980 |
|
SU963593A1 |
| Способ сварки давлением | 1978 |
|
SU743813A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СПИРАЛЬНОШОВНЫХ ТРУБ | 1973 |
|
SU397246A1 |
к бь/соко астотному .генератору- а
А - А
Вода Б- Б.
