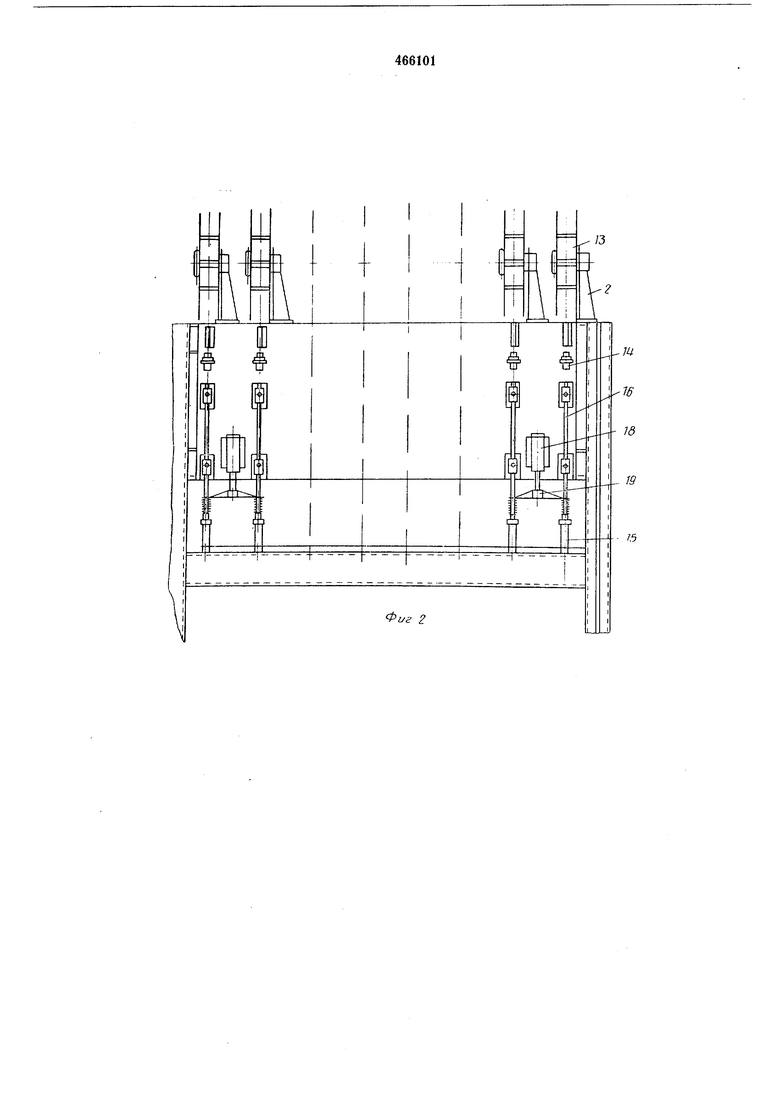
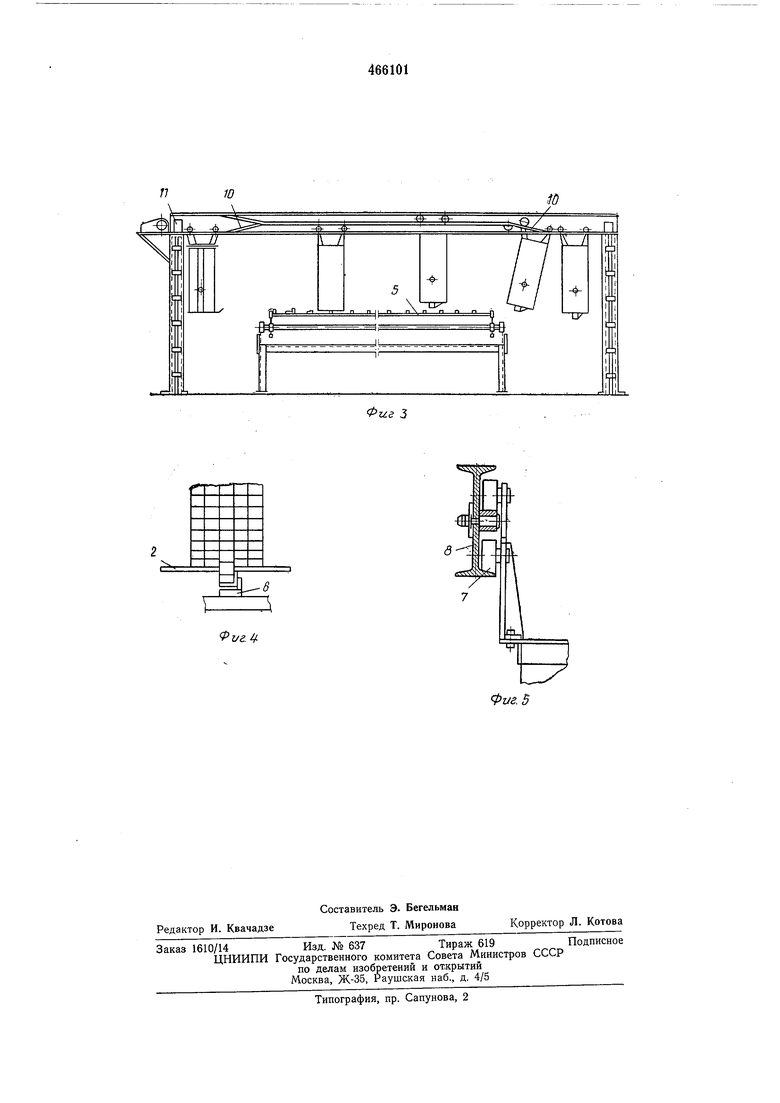
ку продольных брусков при помощи упоров 6, установленных на планках 5. После раскладки продольных брусков движение кассеты 4 реверсируется с помощью Конечного выключателя (на чертеже не указан) и кассета 4 возвращается в исходное положение. В этот момент включается привод 17 транспортера 1 и происходит раскладка поперечных реек кассетой 3 аналогичйо кассете 2. После расклад ки второго ряда поперечных реек деревянный каркас поступает под устройство для прошивания 11.
Движение транспортера 1 осуществляется прерывисто с щагом, равным шагу каркаса с выстоем 0,5-1,0 мин. Это время необходимо для прощивки каркаса проволо.кой по всей его ширине. Прошивание каркаса производится следующим образом.
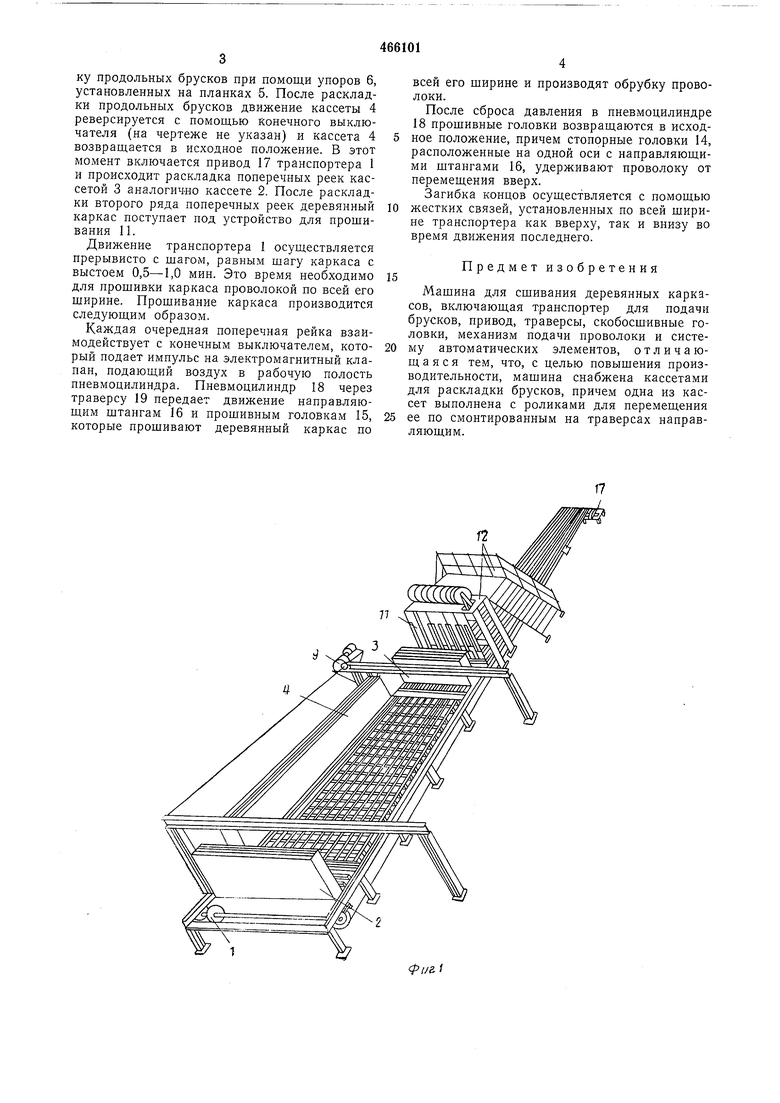
Каждая очередная поперечная рейка взаимодействует с конечным выключателем,который подает импульс на электромагнитный клапан, подающий воздух в рабочую полость пневмоцилиндра. Пневмоцилиндр 18 через траверсу 19 передает движение направляющим штангам 16 и прошивным головкам 15, которые прошивают деревянный каркас по
всей его ширине и производят обрубку проволоки.
После сброса давления в пневмоцилиндре 18 прошивные головки возвращаются в исходное положение, причем стопорные головки 14, расположенные на одной оси с направляющими щтангами 16, удерживают проволоку от перемещения вверх.
Загибка концов осуществляется с помощью жестких связей, установленных по всей щирине транспортера как вверху, так и внизу во время движения последнего.
Предмет изобретения
Машина для сшивания деревянных каркасов, включающая транспортер для подачи брусков, привод, траверсы, скобосшивные головки, механизм подачи проволоки и систему автоматических элементов, отличающаяся тем, что, с целью повышения производительности, машина снабжена кассетами для раскладки брусков, причем одна из кассет выполнена с роликами для перемещения
ее по смонтированным на траверсах направляющим.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ЭНЕРГОЭФФЕКТИВНАЯ ЭКОЛОГИЧЕСКИ ЧИСТАЯ МНОГОСЛОЙНАЯ ОБЛЕГЧЕННАЯ ОГНЕСТОЙКАЯ СТЕНОВАЯ ПАНЕЛЬ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ АВТОМАТИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ ЭНЕРГОЭФФЕКТИВНЫХ ЭКОЛОГИЧЕСКИ ЧИСТЫХ МНОГОСЛОЙНЫХ ОБЛЕГЧЕННЫХ ОГНЕСТОЙКИХ СТЕНОВЫХ ПАНЕЛЕЙ НА ОСНОВЕ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2549939C2 |
| Устройство для перемещения металлических деталей | 1981 |
|
SU1003977A1 |
| Шурупозаворачивающий многошпиндельный станок | 1986 |
|
SU1509241A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Устройство для шагового перемещения | 1978 |
|
SU774732A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| Поточная линия формирования колесных пар подвижного состава | 1972 |
|
SU490701A1 |
Фие.
Ш
Фиг 2
fJ
Ю
z4
s
-1
I
I
.«
/
П
i&- -ЛI I
3
ve.i
