и
J7Л-ю
ел
о со
N9
Фа.}
Изобретение относится к механизированному сборочному инструменту и может быть использовано в различных отраслях промышленности для крепления различной арматуры с помощью шурупов к изделиям или их элементам из древесины или подобных ей заместителей с нерегламентированной плотностью.
Цель изобретения - расширение технологических возможностей за счет обеспечения возможности перемещения заворачивающего инструмента относительно собираемых элементов в горизонтальной плоскости, повышение производительности за счет механизации установки собираемых элементов и улучшение эксплуатационных характеристик за счет повышения надежности работы путем оптимального продольного перемещения заворачиваюи;,его инструмента.
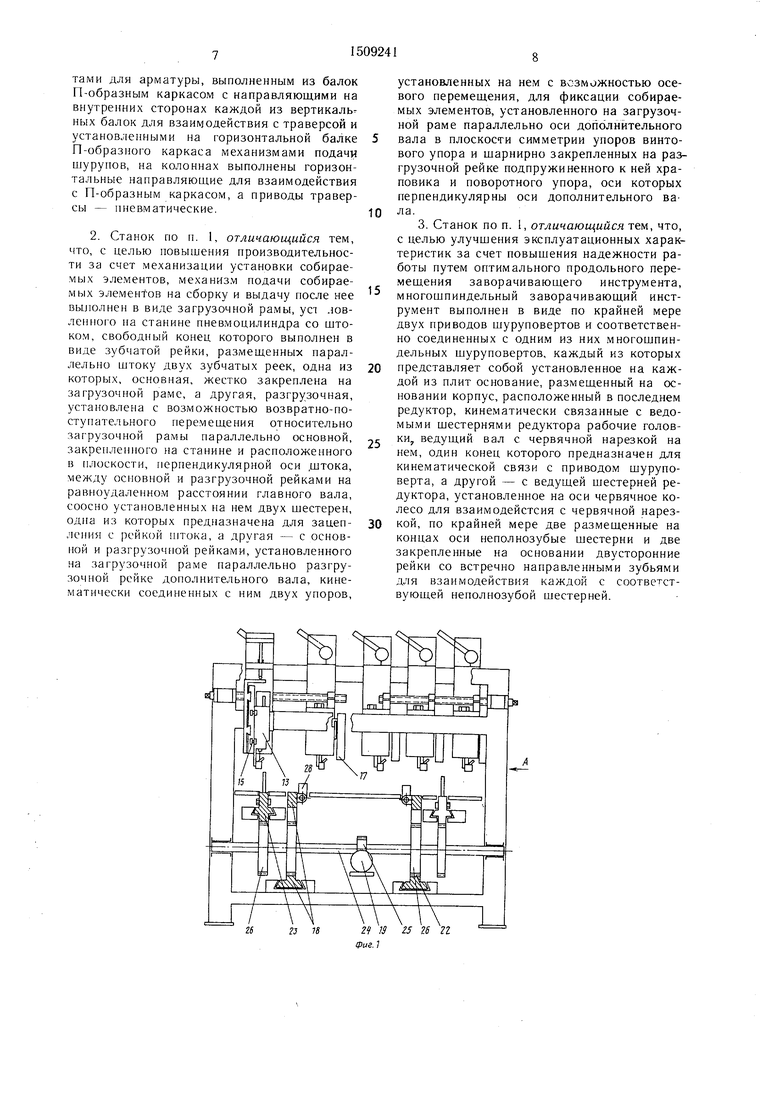
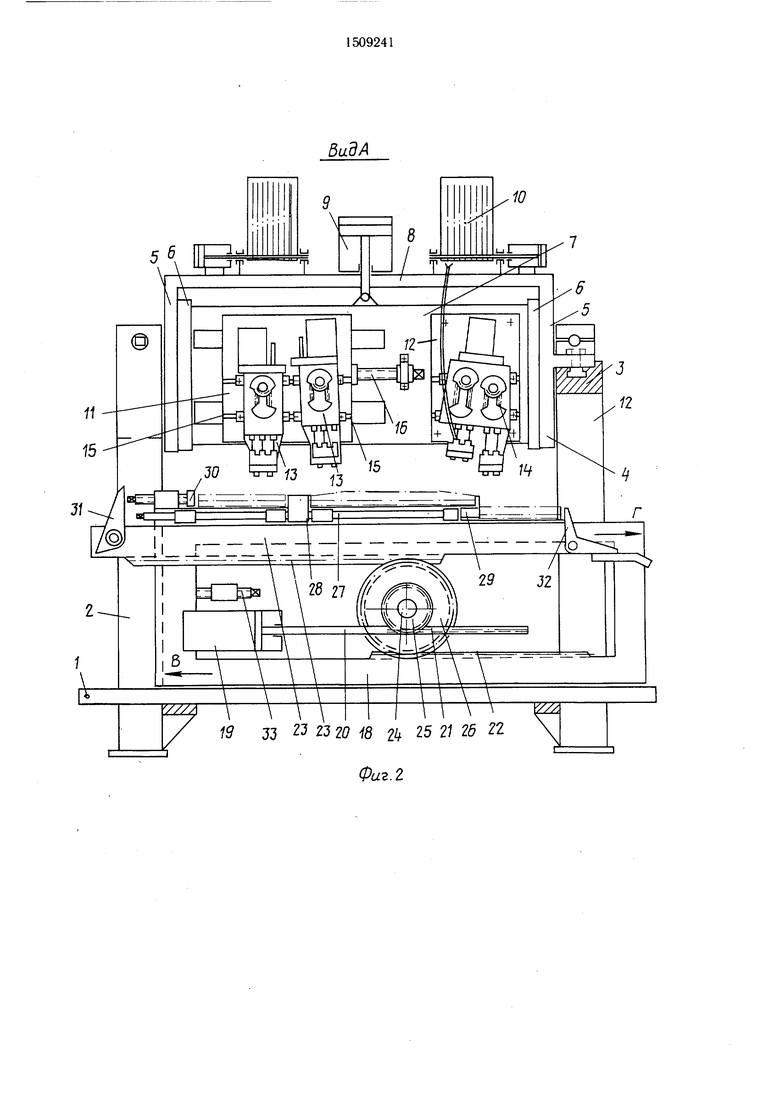
На фиг. 1 изображен шурупозаворачива- ющий многошпиндельный станок, общий вид с частичным разрезом; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - многошпиндельный шуруповерт; на фиг. 4 - сечение Б-Б на фиг. 3.
Шурупозаворачивающий, многощпин- дельный станок состоит из станины 1 с колоннами 2, на которых выполнены горизонтальные направляющие 3. По направляющим 3 перемещается П-образный каркас 4. На внутренних сторонах каждой из вертикальных балок 5 П-образного каркаса 4 выполнены направляющие 6, по которым пере- меп1ается траверса 7. На горизонтальной балке 8 П-образного каркаса 4 установлены нневмонривол, 9 для возвратно-поступательного перемещения траверсы 7 и механизмы 10 подачи шурупов. На траверсе 7 размеще- ны подвижная 11 в горизонтальном направлении и неподвижная 12 плиты, на которых размещены многощпиндельные шуруповерты 13 и 14, образующие многошпиндельный заворачивающий инструмент. На плите 11 выполнены направляющие назы 15 для перемещения по ним шуруповертов 13 с помощью винтов 16. На задней стороне траверсы 7 навешены кассеты 17 для хранения арматуры, прикрепляемой к собираемому изделию.
На станине 1 установлен механизм подачи собираемых элементов на сборку и выдачи после нее, выполненный в виде загрузочной.рамы 18 с установленным на станине пневмоцилиндром 19 со штоком 20, свободный конец которого выполнен в виде зубчатой рейки 21. На загрузочной раме 18 параллельно штоку 20 размещены две зубчатые рейки, одна из которых, основная 22, жестко закреплена на загрузочной раме 18, а другая, разгрузочная 23, установлена с возможностью возвратно-поступательного перемещения относительно рамы 18. На ста- iHine 1 закреплен в плоскости, перпендикулярной оси штока 20, между основной 22 и
5
0
5
0
5
0
5
0
5
разгрузочной 23 рейками, главный вал 24, на котором соосно установлены две шестерни, одна из которых (25) входит в зацепление с зубчатой рейкой 21, а другая (26) - с основной 22 и разгрузочной 23 зубчатыми рейками.
На загрузочной раме 18 параллельно разгрузочной рейке 23 установлен дополнительный вал 27, на котором установлены два основных упора 28 и 29 с возможностью их перемещения вдоль его продольной оси. На раме 18 параллельно оси дополнительного вала 27 и в плоскости симметрии основных упоров 28 и 29 установлен винтовой упор 30. На разгрузочной рейке 23 шарнирно установлены подпружиненный к ней храповик 31 и поворотный упор 32, оси которых перпендикулярны оси дополнительного вала 27.
На одной из колонн 2 установлен дополнительный винтовой упор 33 для взаимодействия с загрузочной рамой 18.
Каждый из многошпиндельных щурупо- вертов 13 и 14 содержит основание 34, установленные на нем привод 35 и с возможностью возвратно-поступательного перемещения корпус 36 с ведущим валом 37, на котором выполнена червячная нарезка 38, и редуктор 39, ведомые шестерни 40 которого кинематически связаны со шпинделями 41, в которых закреплены рабочие головки 42.
На основании 34 установлены две двусторонние рейки 43 с встречно направленными зубьями для взаимодействия с соответствующими неполнозубыми шестернями 44, зубья на которых имеются только на части начальной окружности. Между неполнозубыми шестернями 44 на одной оси с ними в корпусе 36 размещено червячное колесо 45, взаимодействующее с червячной нарезкой 38 ведущего вала 37. Один конец ведущего вала 37, имеющий щлицы, взаимодействует с приводом 35, а на другом закреплена шестерня 46, являющаяся ведущей для редуктора 39. Шурупоприемники 47 размещены на основании 34 с возможностью возвратно-поступательного перемещения и подпружинены пружиной 48, размещенной на болту 49. Два упорных болта 50 размещены на основании 34 для ограничения подъема щурупоприемника 47 при соприкосновении рабочих головок 42 с головкой шурупа 51. Шурупоприемник 47 связан шлангами 52 с механизмом 53 подачи шурупов (не обозначен), кроме того, на нем установлены магнитные фиксаторы 54 для фиксации металлической арматуры. Концевой выключатель 55 установлен на основании с возможностью взаимодействия с корпусом 36.
Станок работает следующим образом.
Траверсу 7 перемещают по горизонтальным направляющим 3 колонн 2 в место, определяемое расположением элементов собираемого изделия и присоединяемой арматуры, и выставляют подвижную плиту 11 на траверсе 7 с помощью винта 16 и многошпин дельные шуруповерты 13 и 14 на плитах 1) и 12, перемещая их по пазам 15. После этого регулируют вылет рабочих головок 42 для обеспечения заворачивания шурупов на определенную глубину.
Затем включают пневмоцилиндр 19. При подаче сжатого воздуха в его штоковую полость шток 20 с зубчатой рейкой 21 вра- щает шестерни 25 и 26, установленные на главном валу 24. Шестерня 26, находяшаяся одновременно в зацеплении с разгрузочной рейкой 23 и основной зубчатой рейкой 22, закрепленной на загрузочной раме 18, перемещает в исходное положение загрузоч- ную раму 18 в направлении В, а разгрузочную рейку 23 - в направлении Г.
На загрузочную раму 18 к винтовому упору 30 укладывают первый из элементов собираемого изделия, второй элемент - к упо- ру 28, а третий - к упору 29. После этого воздух подается в поршневую полость пнев- моцилиндра 19, а шток 20 с зубчатой рейкой 21 перемещается в обратном направлении, в результате чего разгрузочная рейка 23 и загрузочная рама 18 двигаются друг другу навстречу, пока последняя не упрется в заранее выставленный на необходимую величину дополнительный винтовой упор 33. При этом поворотный упор 32, шарнирно закрепленный на разгрузочной рейке 23, фиксирует последний элемент собираемого изделия.
При движении загрузочной рамы 18 и разгрузочной рейки 23 храповик 31 поворачивается на 90° под воздействием на него собираемых элементов, которые перемешаются над ним. Таким образом, комплект элементов со- бираемого изделия подготовлен к сборке с арматурой, которая прикреплена к магнитным фиксаторам 54,
Воздух подается в поршневую полость пневмоцилиндра 9, и его поршень со штоком перемешает траверсу 7 по направляющим 6, прижимая арматуру шурупоприемниками 47 к элементам собираемого изделия.
По команде оператора срабатывает отсе- катель механизма 10 подачи шурупов 51, которые поступают по шлангам 52 в шуру- поприемники 47. Затем оператор включает приводы 35 многошпиндельных шуруповертов, каждый из которых соединен шлицами с ведущим валом 37, вращение от которого с помощью червянной нарезки 38 передается червячному колесу 45 и неполнозубым шее- терням 44, размещенным на одной оси с последним.
Зубья неполнозубых шестерен попеременно входят в зацепление с зубьями на одной из сторон двусторонних реек 43, сооб- щая поступательное движение корпусу 36 с редуктором 39 и шпинделям 41 с рабочими головками 42. Одновременно вращение от ведущего вала 37 передается ведущей шестерне 46, а от нее - ведомыми шестернями 40 соединенным с ними шпинделям 41 с закрепленными в них рабочими головками 42.
Таким образом, рабочие головки 42, одновременно участвуя в поступательном перемещении вдоль оси шурупов 51 и во вращении, заворачивают шурупы 51 так, что за один оборот рабочих головок 42 перемещаются на расстояние, равное шагу резьбы шурупа.
После окончания заворачивания шурупов 51 неполнозубые шестерни 44 входят в зацепление с другими сторонами двусторонних реек 43 и поднимают корпус 36 с редуктором 39 в исходное положение, при этом корпус 36 воздействует на концевой выключатель 55, который выключает привод 35 и переключает пневмопривод 9, который возвращает в исходное положение траверсу 7 с установленными на плитах 11 и 12 многошпиндельными шуруповертами 13 и 14.
После возврата траверсы 7 в исходное положение поворотом дополнительного вала 27 устанавливают упоры 28 и 29 горизонтально, тем самым обеспечивая возможность перемещения по поверхности рамы 18 собранных элементов.
Затем воздух подается в штоковую полость пневмоцилиндра 19, в результате чего поступательное перемещение штока 20 и зубчатой рейки 21 передается через вал 24 и шестерни 25 и 26 загрузочной раме 18 в направлении В и разгрузочной рейке 23 в направлении Г. Храповик 31, установленный на рейке 23, сдвигает собранные элементы с разгрузочной рейки 23 и рамы 18.
Рама 18 устанавливается в исходное положение. Упоры 28 и 29 поворотом дополнительного вала 27 устанавливают вертикально, после чего на раму 18 устанавливают новые элементы.
Далее цикл повторяется в указанной последовательности.
Формула изобретения
1. Шурупозаворачивающий многошпиндельный станок, содержащий станину с колоннами, кинематически связанную с ней с возможностью возвратно-поступательного перемещения вдоль вертикальной оси колонн траверсу, привод траверсы, размещенные на траверсе подвижную и неподвижную плиты и кинематически соединенный с последними многошпиндельный заворачивающий инструмент, отличающийся тем, что. с целью расширения технологических возможностей за счет обеспечения возможности перемещения заворачивающего инструмента относительно собираемых элементов в горизонтальной плоскости, он снабжен установленным на станине механизмом подачи собираемых элементов на сборку и выдачи после нее, установленными на траверсе кассе
тами для арматуры, выполненным из балок П-образным каркасом с направляющими на внутренних сторонах каждой из вертикальных балок для взаимодействия с траверсой и установленными на горизонтальной балке П-образного каркаса механизмами подачи шурунов, на колоннах выполнены горизонтальные направляющие для взаимодействия с П-образным каркасом, а приводы траверсы - пневматические.
2. Станок по н. 1, отличающийся тем, что, с целью повышения нроизводительнос- ти за счет механизации установки собираемых элементов, механизм подачи собираемых элементов на сборку и выдачу после нее выполнен в виде загрузочной рамы, уст лов- ленного на станине пневмоцилиндра со штоком, свободный конец которого выполнен в виде зубчатой рейки, размещенных параллельно штоку двух зубчатых реек, одна из которых, основная, жестко закреплена на загрузочной раме, а другая, разгрузочная, установлена с возможностью возвратно-поступательного перемещения относительно загрузочной рамы параллельно основной, закрепленного на станине и расположенного в плоскости, перпендикулярной оси .штока, меЖлТу основной и разгрузочной рейками на равноудаленном расстоянии главного вала, соосно установленных на нем двух шестерен, одна из которых предназначена для зацепления с рейкой штока, а другая - с основной и разгрузочпой рейками, установленного на загрузочной раме параллельно разгрузочной рейке дополнительного вала, кинематически соединенных с ним двух упоров.
5
o
0
0
установленных на нем с всзможностью осевого перемещения, для фиксации собираемых элементов, установленного на загрузочной раме параллельно оси дополнительного вала в плоскости симметрии упоров винтового упора и шарнирно закрепленных на разгрузочной рейке подпружиненного к ней храповика и поворотного упора, оси которых перпендикулярны оси дополнительного вала.
3. Станок по п. 1, отличающийся тем, что, с целью улучшения эксплуатационных характеристик за счет повышения надежности работы путем оптимального продольного пере- мешения заворачивающего инструмента, многошпиндельный заворачивающий инструмент выполнен в виде по крайней мере двух приводов шуруповертов и соответственно соединенных с одним из них многошпиндельных шуруповертов, каждый из которых представляет собой установленное на каждой из плит основание, размещенный на основании корпус, расположенный в последнем редуктор, кинематически связанные с ведомыми шестернями редуктора рабочие головки, ведущий вал с червячной нарезкой на нем, один конец которого предназначен для кинематической связи с приводом шуруповерта, а другой - с ведущей шестерней редуктора, установленное на оси червячное колесо для взаимодейстсия с червячной нарезкой, по крайней мере две размещенные на концах оси неполнозубые щестерни и две закрепленные на основании двусторонние рейки со встречно направленными зубьями для взаимодействия каждой с соответствующей неполнозубой шестерней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шурупозавертывающий многошпиндельный станок | 1988 |
|
SU1608041A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СТАТОРА ПОДСТРОЕННОГО | 1965 |
|
SU176984A1 |
| КАЛИБРОВОЧНЫЙ АВТОМАТ | 1996 |
|
RU2101159C1 |
| Скороморозильный аппарат для упакованных пищевых продуктов на поддонах | 1985 |
|
SU1330427A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Шаговый конвейер | 1989 |
|
SU1645214A2 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |

Изобретение относится к механизированному сборочному инструменту. Цель изобретения - расширение технологических возможностей за счет механизации установки собираемых элементов и улучшение эксплуатационных характеристик за счет повышения надежности работы. Подвижные в трех взаимно перпендикулярных направлениях многошпиндельные шуруповерты выставляются над элементами собираемого изделия, закрепленными на загрузочной раме, в местах установки арматуры. Затем включается привод 35 многошпиндельного шуруповерта и вращение от него передается на ведущий вал 37 червячной нарезкой 38 червячному колесу 45 и неполнозубым шестерням 44. Зубья неполнозубых шестерен 44 входят в зацепление с зубьями на одной из сторон двусторонних реек 43, сообщая поступательное движение корпусу 36 с редуктором 39 и шпинделем 41 с рабочими головками 42. Одновременно вращение от ведущего вала 37 передается ведущей шестерне 46 и от нее ведомым шестерням 40 и соединенным с ними шпинделям 41 с закрепленными в них рабочими головками 42. После окончания заворачивания шурупов неполнозубые шестерни 44 входят в зацепление с другой стороной двухсторонних реек 43, и корпус 36 с редуктором 39 поднимается в исходное положение. 2 з.п. ф-лы, 4 ил.
С
26
21 W 25 26 21 Фиг.1
5 б
I 1
19 J3 2J 23 20 18 24 25 21 26 22
Фиг.2
10
12
57
ю
| Многошпиндельный гайковерт | 1984 |
|
SU1180253A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
