1
Известен станок для изготовления колец из проволоки, например одноя нльных бортовых колец велонокрышек, содержащий роликовую нолтачу нроволоки, устройство для отрезки мерных заготовок, узел электроконтактной сварки концов и механизм кольцеобразования, вьшолнениый в виде калибра.
Описываемый станок превосходит известный тем, что позволяет изготовлять кольца разного диаметра без его нереналадки. Для этого его кольцеобразу ощий механизм вынолнен в виде двух шарнирно установленных и поочередно поворачиваемых в разные стороны на угол преимущественно 180° рычагов, каждый из которых снабжен зажимом, удер киваюп1им заготовку при повороте рычага.
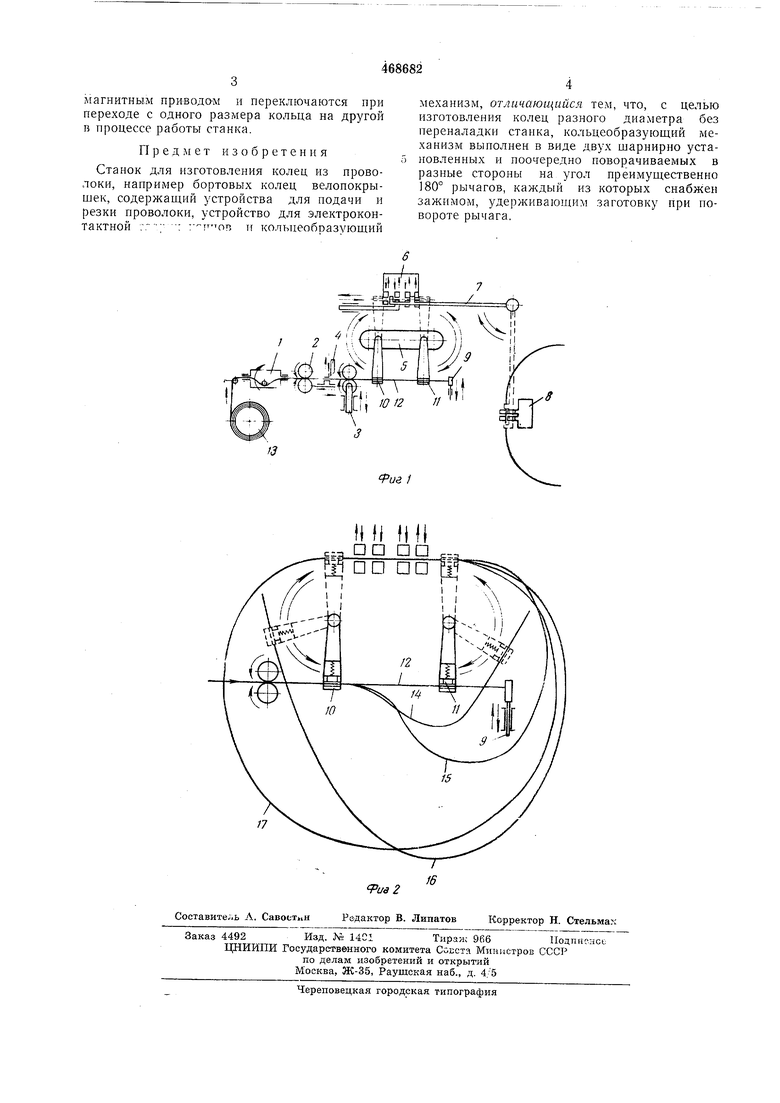
На фиг. 1 показана конструктивная схема описываемого станка; на фиг. 2 - схема его работы.
Станок состоит из рихтовального устройства 1, подающих роликов 2 и 3, устройства 4 для резки проволоки, кольцеобразующего механизма 5, устройства 6 электроконтактной сварки, перекладчика 7, механизма 8 снятия грата и ггроверки кольца на прочность и упора 9.
Рычаги 10 и 11 кольцеобразующего меха1П13ма снабжены зажимами.
Проволока 12 из бухты 13 подающими роликами 2 протягивается через рихтовальное
2
устройство 1 и подается через ycTpoiicTBo 4 для резки проволоки, ролики 3 и открытые зажимы рычагов 10 и И до упора 9. Дойдя до упора, проволока Г2 останавливается, и полпружипенпые подающие ролики 2 начина ют пробуксовывать- Пр01юлока отрезается устройством -4, сжимаются подпружиненные ролики 3, закрывается зажим рычага 11 и отводится упор 9. Рычаг 11 поворачивается на 180° в верхнее положение. Ролики 3 продолжают подавать проволоку, которая образует петлю 14, 15.
После поворота рычага 11 закрывается зажим рычага 10, который поворачивается на 180° в верхнее положение. При этом из проволоки образуется петля 16 и затем кольцо 17. Кольцо подается механизмом 5 в устройство G, где нромсход т сварка и отпуск проволоки.
Свареипое кольцо удаляется из устройства 6 перекладчиком 7 и подается им в механизм 8 снятия грата и проверки на прочность, после чего готовое кольцо выдается из станка.
Для повышения производительности на станке одновременно находятся на разных стадиях обработки три заготовки.
Для изготовления колец разных диаметров предусмотрено несколько устройств 4 для резки проволоки на разлнчно:м расстоянии от упора 9. Устройства 4 снабжаются электро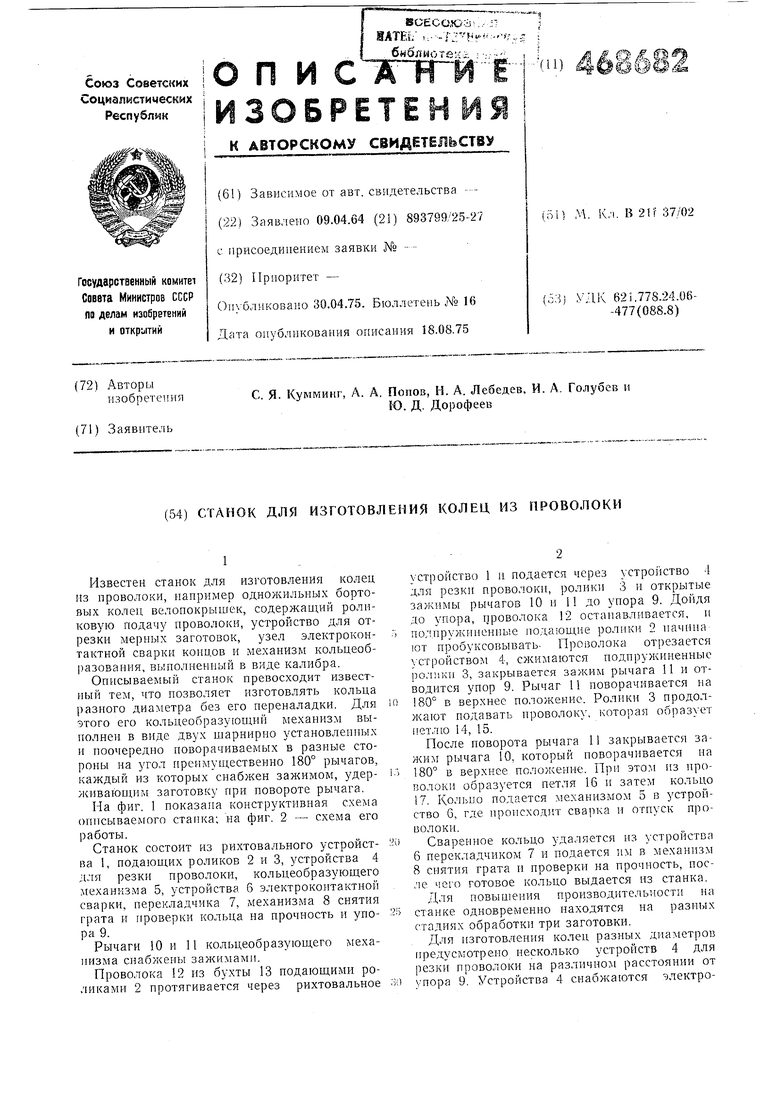
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления колец из проволоки | 1976 |
|
SU621430A1 |
| Станок для изготовления колец | 1976 |
|
SU617204A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ПРОВОЛОЧНЫХКОЛЕЦ | 1972 |
|
SU347106A1 |
| Автоматическая линия для изготовления изделий замкнутой формы из проволоки | 1983 |
|
SU1087234A1 |
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Устройство для изготовления колец из проволоки | 1982 |
|
SU1125085A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| Станок для изготовления монтажных колец из проволоки | 1989 |
|
SU1696068A1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
