1
Изобретение относится к области переработки термопластов в изделия и может быть использовано в химической промышленности при производстве труб и рукавных пленок.
Известна головка к экструдеру для переработки термопластов, содержащая корпус с входным отверстием для термопласта, вращающиеся дори и матрицу, образующие канал для прохода расплава термопласта, и приводное устройство.
Однако известная головка имеет усложненную конструкцию за счет установки индивидуальных регулируемых приводов вращения дорна и матрицы.
Отличие предлагаемой головки состоит в том, что она снабжена установленным на корпусе тормозным устройством с подвижными башмаками, что позволяет использовать для регулируемого привода вращения матрицы крутящий момент, передаваемый к ней от вращающегося дорна через расплав термопласта, упрощает конструкцию и снижает энергоемкость благодаря исключению индивидуального регулируемого привода вращения матрицы.
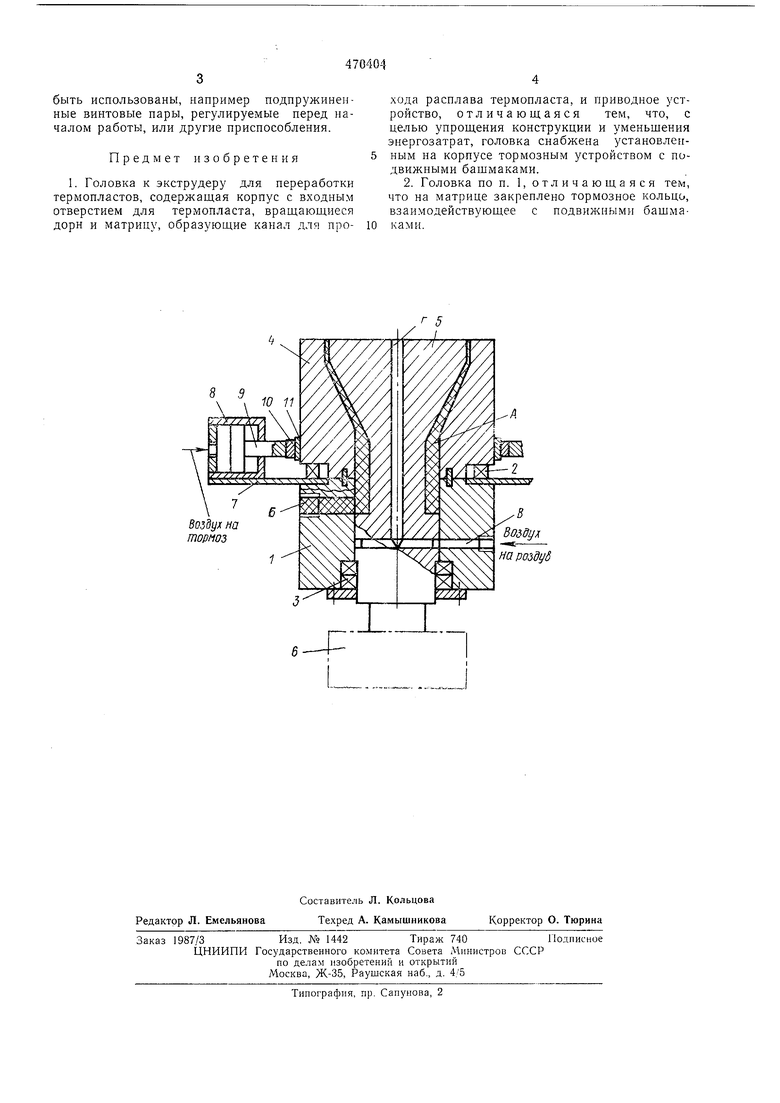
Изобретение поясняется чертежом, где дан продольный разрез головки.
Головка к зкструдеру содержит корпус 1, в котором на подшипниках 2 и 3 установлены
матрица 4 и дерн 5, соединенный с приводным устройством 6. Рабочие поверхности матрицы 4 и дорна 5 образуют канал А для прохода расплава термопласта, подаваемого через
входное отверстие Б, выполненное в копусе 1 головки. На корпусе 1 головки установлено тормозное устройство 7, содержащее пневматические муфты 8, к пггокам 9 которых прикреплены башмаки 10, взаимодействующие с
тормозным кольцом 11, закрепленным на мат рице 4. Отверстие В корпуса 1 и сверление Г дорна 5 иредназначены для подачи сжатого воздуха на раздув заготовки.
Работа головки состоит в следующем. Расплав термопласта подается во входное отверстие Б, заполняет канал А, и на выходе из него формуется в заготовку изделия, раздуваемую сжатым воздухом, подаваемым через отверстие В корпуса 1 и сверлен1;е Г дорна 5. Крутящий момент от дорна 5, вращаемого нриводным устройством 6, через расплав термопласта, текущего в канале А, передается на матрицу 4, приводя ее во вращение. Регулировка скорости вращения матрицы 4 при
этом осуществляется изменением усилия прижатия башмаков 10 к тормозному кольцу 11 путем изменения давления сжатого воздуха, иодаваемого в пневматическую муфту 8. Для прижатия баилмаков 10 к тормозному
кольцу 11 вместо пневматических муфт могут
быть использованы, например подпружиненные винтовые пары, регулируемые перед началом работы, или другие приспособления.
Предмет изобретения
1. Головка к экструдеру для переработки термопластов, содержащая корпус с входным отверстием для термопласта, вращающиеся дорн и матрицу, образующие канал для прохода расплава термопласта, и приводное устройство, отличающаяся тем, что, с целью упрощения конструкции и уменьщения энергозатрат, головка снабжена установленным на корпусе тормозным устройством с подвижными башмаками.
2. Головка по п. 1, отличающаяся тем, что на матрице закреплено тормозное кольцо, взаимодействующее с подвижными башмаками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| Экструзионная головка для изготовления изделий из полимерных материалов | 1972 |
|
SU492140A1 |
| Экструзионная головка для переработки термопластов | 1974 |
|
SU476178A1 |
| Кольцевая головка экструадера | 1976 |
|
SU592610A1 |
| Устройство для формования трубчатых изделий из термопластов | 1986 |
|
SU1395522A1 |
| Головка экструдера для изготовления профильно-погонажных изделий | 1979 |
|
SU903174A1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА КОМБИНИРОВАННЫХ ПРОДУКТОВ | 2003 |
|
RU2227783C1 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |
| Способ непрерывного изготовления труб с защитной оболочкой | 1988 |
|
SU1599231A1 |
| Устройство для изготовления армированного сеткой рукавного изделия | 1979 |
|
SU882760A1 |
8 9
ВозЗух на торноз
