3
один с другим барабанов. В барабане 1 радиально разменлено несколько поворотных втулок 2, в которых смонтированы штоки 3, подвижные параллельно осн ротора н подпружиненные относительно втулок 2 пружинами 4.
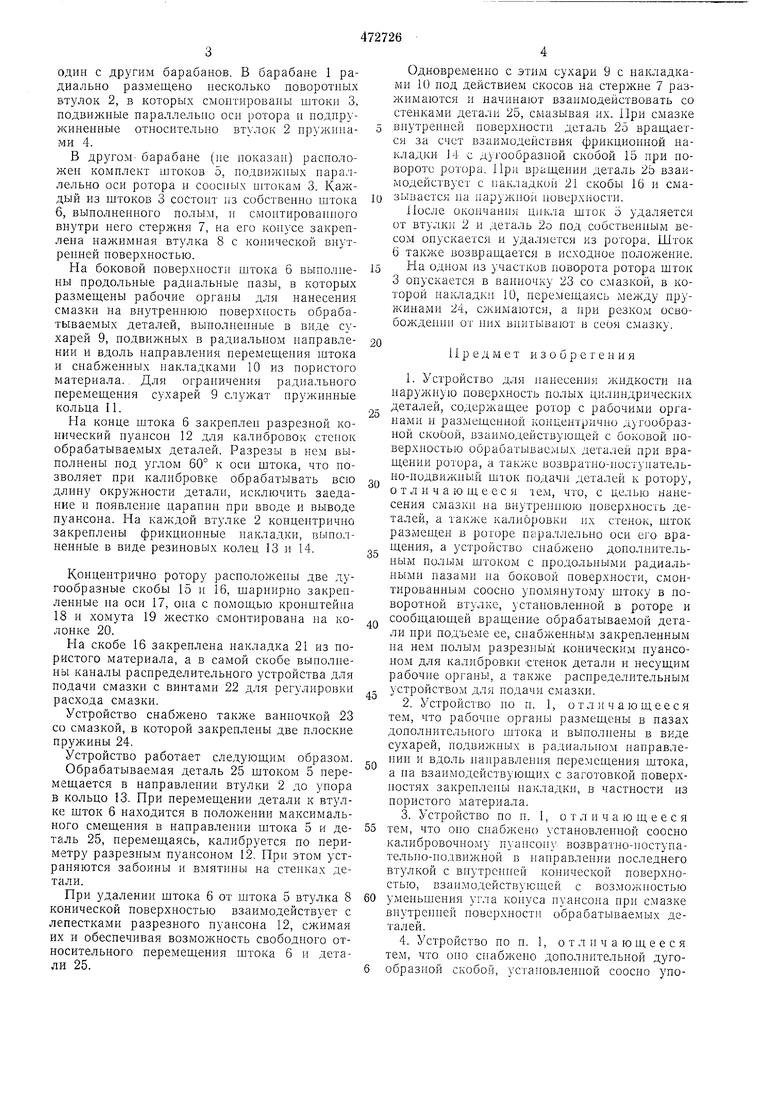
В другом- барабане (не показан) расположен комплект штоков 5, подвижных параллельно оси ротора н соосных пггокам 3. Каждый из штоков 3 состоит 113 собственно штока б, выполненного полым, и смонтированного внутри него стержня 7, на его конусе закреплена нажимная втулка 8 с конической внутренней поверхностью.
На боковой поверхности штока 6 выполнены нродольные радиальные назы, в которых размеш,ены рабочие органы для нанесения смазки на внутреннюю новерхность обрабатываемых деталей, выполненные в виде сухарей 9, нодвижных в радиальном направлении и вдоль направления перемещения штока н снабженных накладками 10 из пористого материала.. Для ограничения радиального перемеш ения сухарей 9 служат нружинные кольца 11.
На конце штока 6 закреплен разрезной конический нуансон 12 для калибровок стенок обрабатываемых деталей. Разрезы в нем выполнены нод углом 60° к осн штока, что позволяет прн калибровке обрабатывать всю длину окружности детали, исключить заедание и появление царапин прн вводе и выводе пуансона. На каждой втулке 2 концентрично закреплены фрикционные накладки, выполненные в виде резиновых колец 13 и 14.
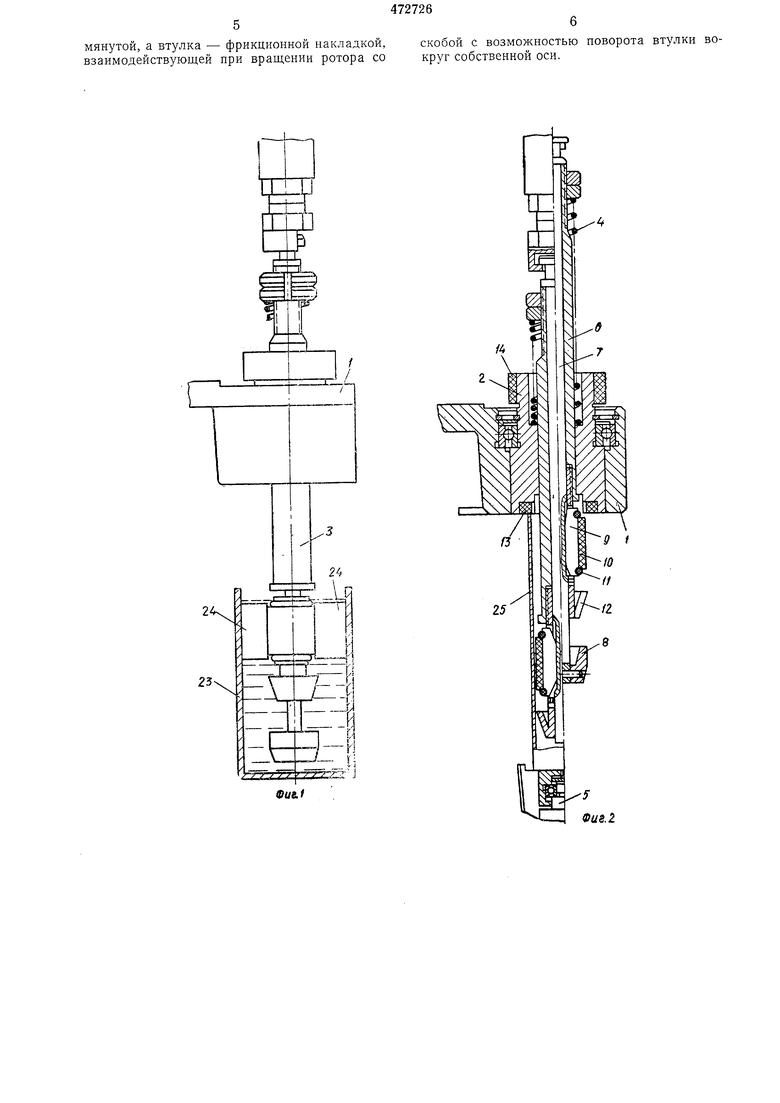
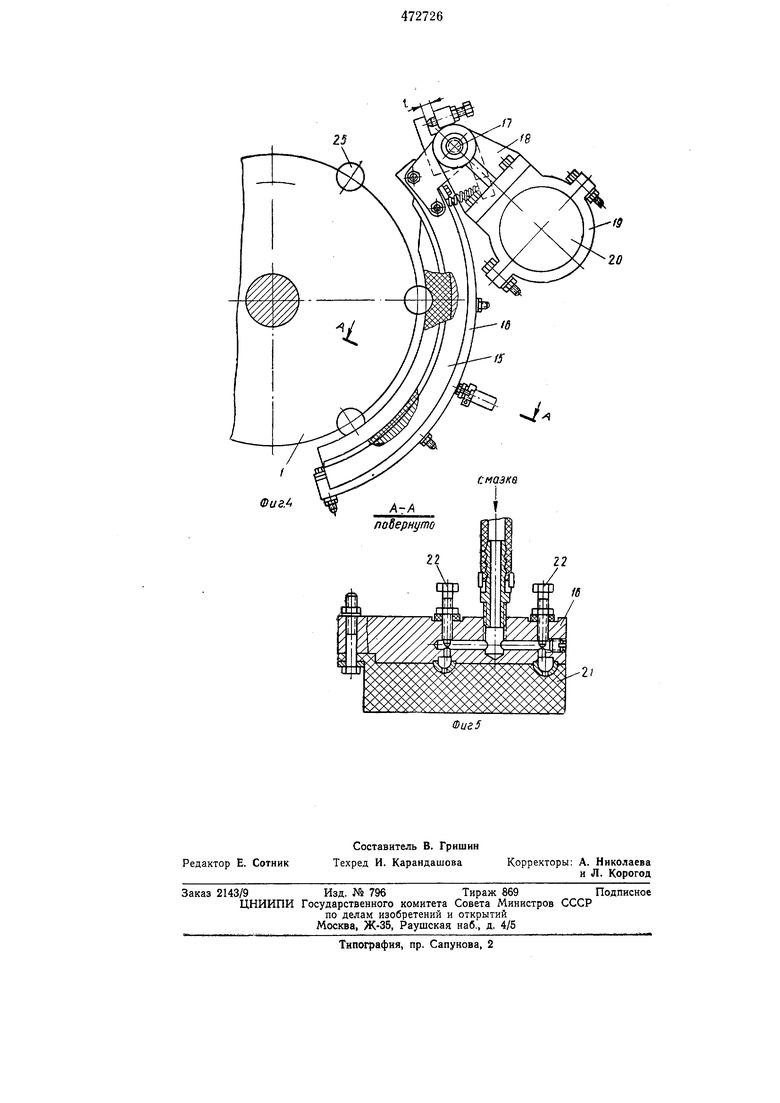
Концентрично ротору расположены две дугообразные скобы 15 и 16, шарнирно закренленные на осн 17, она с помош,ью кронштейна 18 н хомута 19 нсестко смонтирована на колонке 20.
На скобе 16 закреплена накладка 21 нз нористого материала, а в самой скобе вынолнены каналы распределительного устройства для подачи смазкн с винтами 22 для регулировки расхода смазкн.
Устройство снабжено также ванночкой 23 со смазкой, в которой закреплены две плоские пружины 24.
Устройство работает следующим образом.
Обрабатываемая деталь 25 штоком 5 перемещается в направлении втулки 2 до унора в кольцо 13. При перемещении детали к втулке шток 6 находится в положении максимального смещения в направлении штока 5 и деталь 25, перемещаясь, калибруется но периметру разрезным пуансоном 12. Нри этом устраняются забоины и вмятины на стенках детали.
При удалении штока 6 от штока 5 втулка 8 конической поверхностью взаимодействует с лепестками разрезного пуансона 12, сжимая их и обеспечивая возможность свободного относительного перемещения штока 6 н детали 25.
Одновременно с этим сухари 9 с накладкамн К) под действием скосов на стержне 7 разжимаются и начинают взаимодействовать со стенками детали 25, смазывая их. При смазке внутренней поверхности деталь 25 вращается за счет взаимодействия фрикционной накладки 14 с дугообразной скобой 15 при новороте ротора. При вращении деталь 25 взаимодействует с накладкой 21 скобы 16 и смазывается на наружной поверхности.
После окончания цикла шток 5 удаляется от втулки 2 и деталь 2о нод собственным весом онускается и удаляется из ротора. Шток 6 также возвращается в ис.ходпое положение.
На одном нз участков поворота ротора шток 3 опускается в ванночку 23 со смазкой, в которой накладки 10, перемещаясь между пружинами 24, сжимаются, а при резком освобождении от них впитывают в сеоя смазку.
Предмет изобретения
1.Устройство для нанесения жндкостн на наружную новерхность полых цилнндрических деталей, содержащее ротор с рабочими органами н размещенной концентрично дугообразной скоОой, взаимодействующей с боковой новерхностью обрабатываемых деталей при вращении ротора, а также возвратно-пос1у11ательно-подвижный шток но,аачи деталей к ротору, отличающееся тем, что, с целью нанесения смазки на внутреннюю поверхность деталей, а также калибровки их стенок, шток размещен в роторе параллельно оси его вращения, а устройство снабжено дополннтельным нолым штоком с нродольными радиальнымн пазами па боковой поверхности, смонтированным соосно упомянутому щтоку в поворотной втулке, установленной в роторе и сообщающей вращение обрабатываемой детали при подъеме ее, снабженным закрепленным на нем нолым разрезным коническим нуансоном для калибровки стенок детали и несущим рабочие органы, а также раснределительным устройством для подачи смазки.
2.Устройство по п. 1, отличающееся тем, что рабочие органы размещены в пазах дополнительного штока и выполпены в виде сухарей, подвижных в радиальном направлении и вдоль направления перемещения штока, а на взаимодействующих с заготовкой поверхностях закреплены накладки, в частности из пористого материала.
3.Устройство по п. 1, отличающееся тем, что оио снабжено установленной соосно калибровочному пуансону возвратно-поступательно-подвижной в нанравлении носледнего втулкой с внутренней ко)и-1ческой поверхностью, взаимодействуюнхей с возможностью уменьшения угла конуса пуансона нри смазке внутренней новерхности обрабатываемых деталей.
4.Устройство по п. 1, о т оТ н ч а ю щ е е с я тем, что оно снабжено донолнительной дугообразной скобой, установленной соосно упомянутой, а втулка - фрикционной накладкой, взаимодействующей при вращении ротора со
скобой с возможностью поворота втулки вокруг собственной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для обжима концов труб | 1975 |
|
SU559836A1 |
| Устройство для пробивки отверстий в полых цилиндрических деталях | 1973 |
|
SU454074A1 |
| РОТОРНАЯ МАШИНА | 1972 |
|
SU423680A1 |
| Устройство для калибровки полых деталей | 1983 |
|
SU1207550A1 |
| Рабочий ротор | 1976 |
|
SU632457A1 |
| Устройство для восстановления деталей типа втулок | 1983 |
|
SU1105291A1 |
| МНОГОРЯДНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ МИКРОРЕЛЬЕФА | 1973 |
|
SU380439A1 |
| ШТАМП ДЛЯ ОТБОРТОВКИ ДЕТАЛЕЙ ПОЛУЗАКРЫТОГО ТИПА | 1966 |
|
SU179731A1 |
| АВТОМАТ ДЛЯ УПАКОВКИ РАДИОДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ С ОСЕВЫМИ ВЫВОДАМИ | 1966 |
|
SU181709A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
Ф(/й/
Фиг.З
2/
