на направляющей 19 и имеет упра1вляемое устройство сцепления 20, 21 с суппортом 1, выполнениое, например, в виде магнитной защепки, и упор 22, взаимодействующий с конечным выключателем 23, ориентирующим выключатель Л8 в исходном положении.
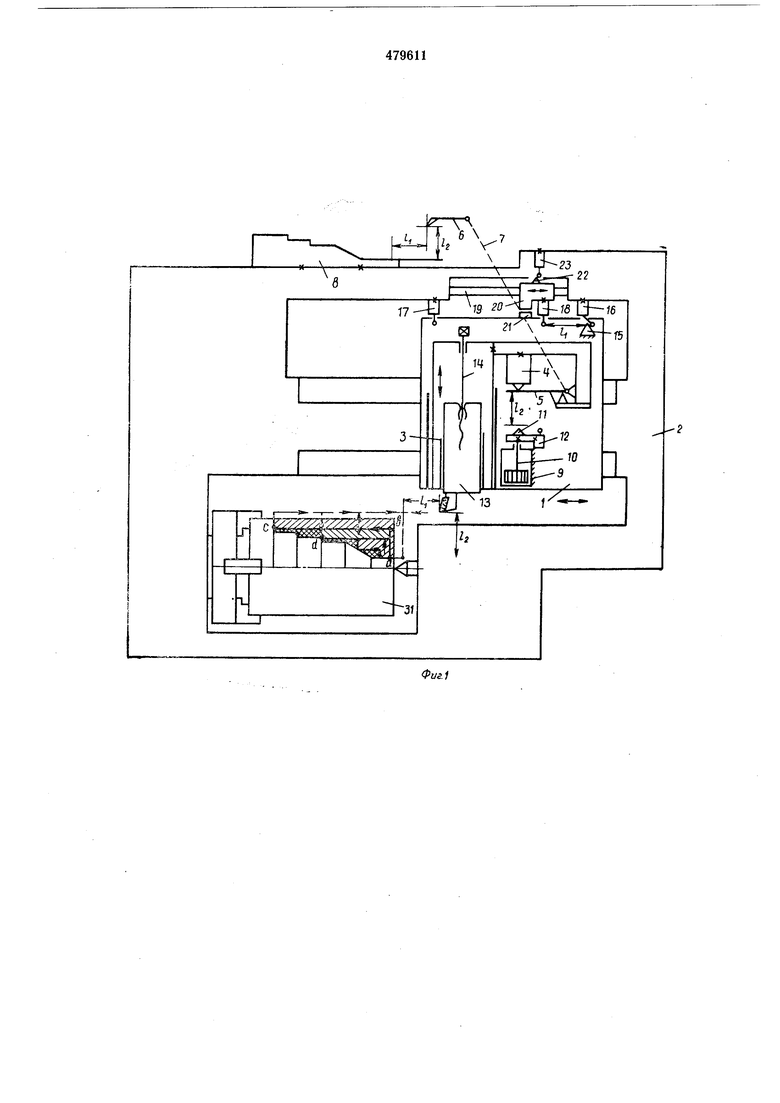
Структурная схема управления станка состоит из устройст1ва 24 для измерения .силового параметра резания, устройства 25 сравнения измеряемого параметра F с заданными величинами макс и Рпоц-р и цепи управления механизмом 26 сдвйга инструмента по глубине резания, приводами 27 и 28 суппорTOIB 1 и 3, механизмом 29 плавающего упора 18, памятью 30 сигнала , выполненной, например, на реле, и логическими схемами «И, «ИЛИ. На схеме показаны только необходимые для описания блоки и схемы управления.
Гидрокопировальный токарный полуавтомат ра-ботает следующим образом.
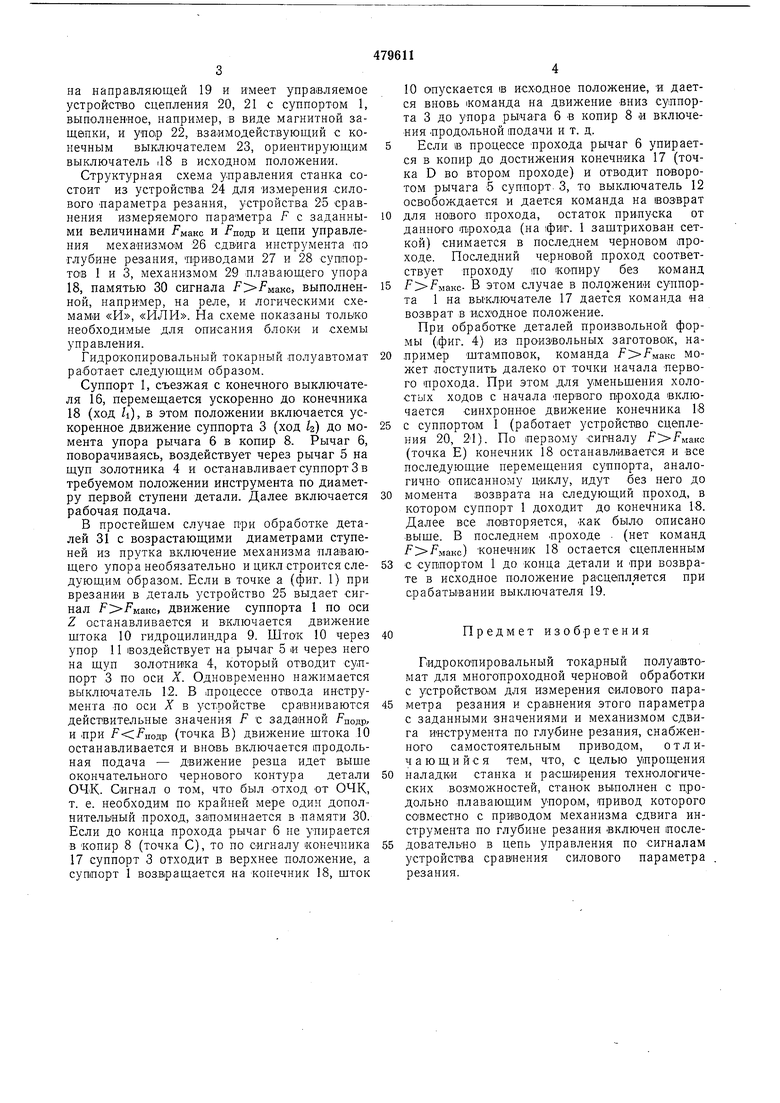
Суппорт 1, съезжая с конечного выключателя 16, перемещается ускоренно до конечника 18 (ход /i), в этом положении включается ускоренное движение суппорта 3 (ход 4) до момента упора рычага 6 в копир 8. Рычаг 6, поворачиваясь, воздействует через рычаг 5 на щуп золотника 4 и останавливает суппорт 3 в требуемом положении инструмента по диаметру первой ступени детали. Далее включается рабочая подача.
В простейщем случае при обработке деталей 31 с возрастающими диаметрами ступеней из прутка включение механизма плавающего упора необязательно и цикл строится следующим образом. Если в точке а (фиг. 1) при врезании в деталь устройство 25 выдает сигнал f /макс, движение суппорта 1 по оси Z останавливается и включается движение щтока 10 гидроцилиндра 9. Шток 10 через упор 11 воздействует на рычаг 5 « через него на щуп золотника 4, который отводит суппорт 3 по оси X. Одновременно нажимается выключатель 12. В процессе отвода инструмента по оси X в устройстве сравниваются действительные значения F с заданной /подр, и при Р.Раояр (точка В) движение щтока 10 останавливается и вновь включается продольная подача - движение резца идет выше окончательного чернового контура детали ОЧК. Сигнал о том, что был отход от ОЧК, т. е. необходим по крайней мере один дополнительный проход, запоминается в памяти 30. Если до конца прохода рычаг 6 не упирается в копир 8 (точка С), то по сигналу конечиика 17 суппорт 3 отходит в верхнее положение, а суппорт 1 возвращается на копечник 18, шток
10 опускается IB исходное положение, -и дается вновь команда на движение вниз суппорта 3 до упора рычага 6 в копир 8 и включения продольной подачи и т. д. Если )в процессе прохода рычаг 6 упирается в копир до достижения конечиика 17 (точка D во втором проходе) и отводит поворотом рычага б суппорт, 3, то выключатель 12 освобождается и дается команда на возврат
для нового прохода, остаток припуска от данного прохода (на фиг. 1 заштрихован сеткой) снимается в последнем черновом лроходе. Последний че, проход соответствует проходу то копиру без команд
f - макс- в этом случае в положении суппорта 1 на выключателе 17 дается команда на возврат в исходное положение.
При обработке деталей произвольной формы (фиг. 4) из произвольных заготовок, например штамповок, команда Р Рмакс может поступить далеко от точки начала первого прохода. При этом для уменьшения холостых ходов с начала первого прохода включается синхронное движение конечника 18
с суппортом 1 (работает устройство сцепления 20, 21). По первому сигналу .кс (точка Е) конечник 18 останавливается и все последующие перемещения суппорта, аналогично описанному циклу, идут без него до
момента возврата на следующий проход, в котором суппорт 1 доходит до конечника 18. Далее все повторяется, как было описано выше. В последнем проходе . (нет команд Р Рмакс} конечник 18 остается сцепленным
с суппортом 1 до конца детали и при возврате в исходное положение расцепл яется при срабатывании выключателя 19.
Предмет изобретения
Гидрокопировальный токарный полуавтомат для многопроходной черновой обработки с устройством для измерения силового параметра резания и сравнения этого параметра с заданными значениями и механизмом сдвига инструмента по глубине резания, снабженного самостоятельным приводом, отличающийся тем, что, с целью упрощения
наладки станка и расширения технологических .возможностей, станок выполнен с продольно плавающим упором, привод которого совместно с приводом механизма сдвига инструмента по глубине резания включен последовательно в цепь управления по сигналам устройства сравиения силового параметра резания.
TV.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1969 |
|
SU253527A1 |
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Устройство для копирной обточки поршней | 1986 |
|
SU1371867A1 |
| Центровальный станок | 1985 |
|
SU1301644A1 |
| Способ обработки деталей типа конусов или ступенчатых валиков | 1979 |
|
SU851851A1 |
1
.NX
йАай
,
/,
С
-at
