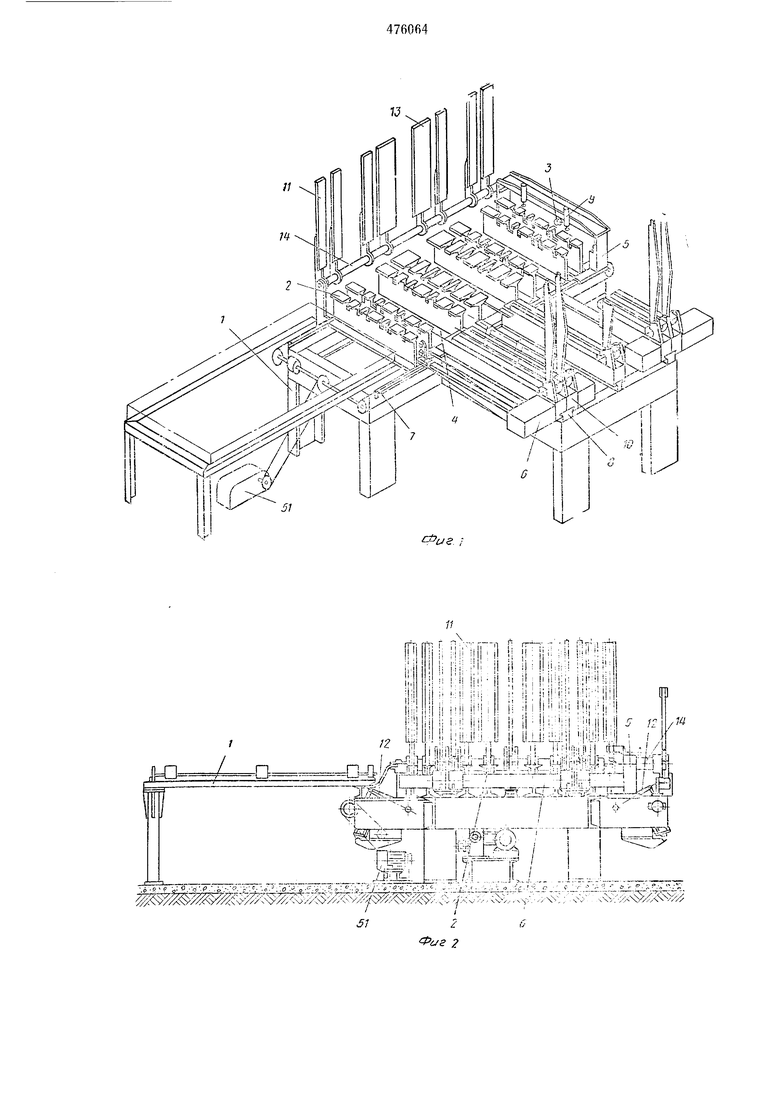
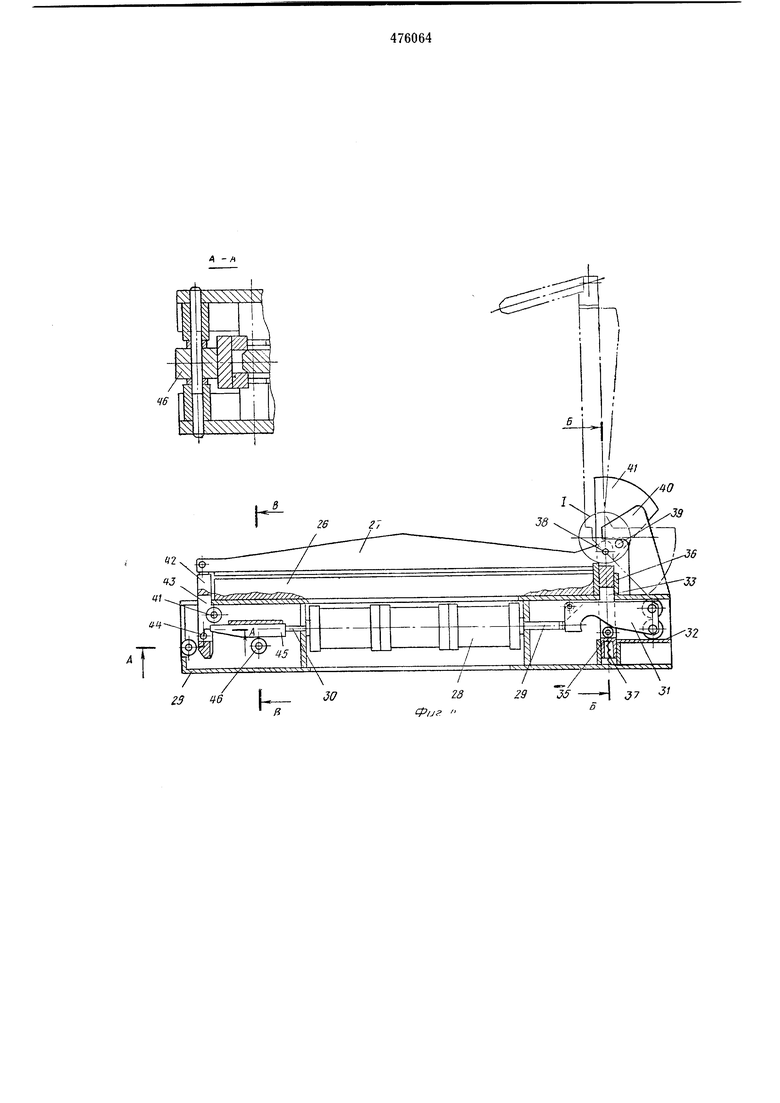
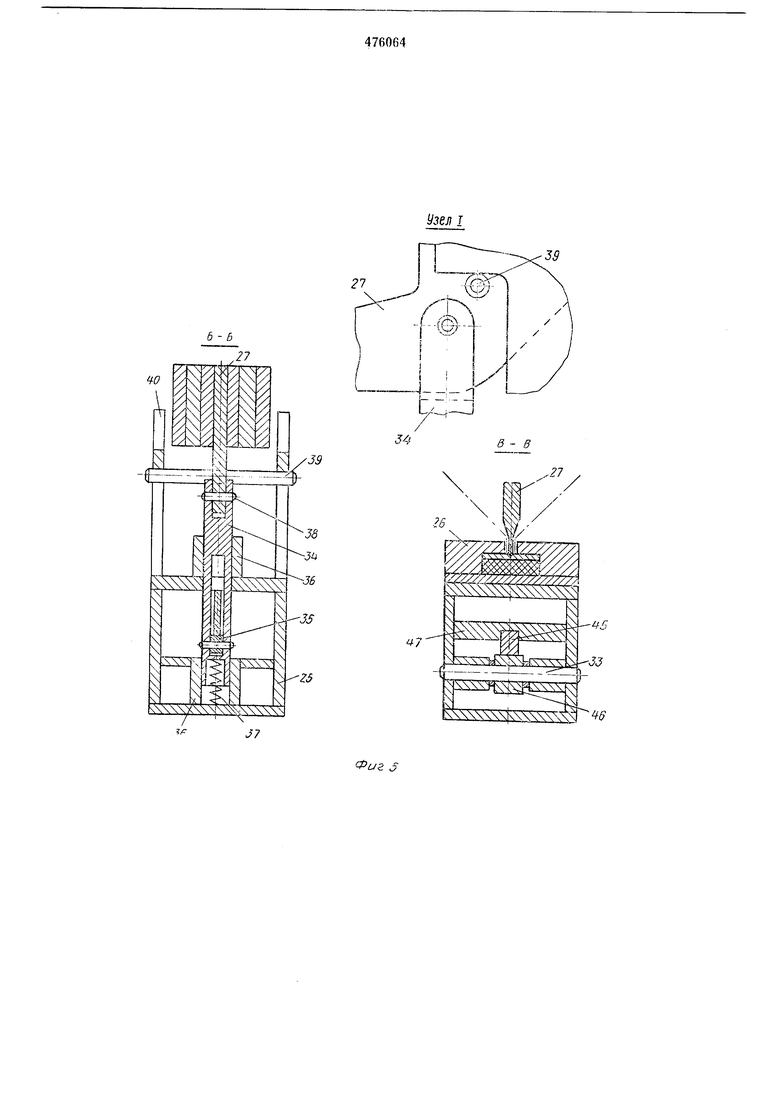
перемещения ло опорным роликам 23. Зажим 19 выполнен конусньш, а зажим 20 соединен посредством пружины 24 с рычагом 15. Штамп (фиг. 4) представляет собой корпус 25 с установленной в нем матрицей 26 и пуансоном 27, поворачиваемый посредством силового цилиндра 28 со штоками 29 и 30.
На штопке 29 закреплеи копир 31, перемещающийся по направляющим 32 корпуса 25 внутри окна 33 ползущки 34. В ползущке 34 установлен ролик 35, взаимодействующий с копиром 31. Ползущка 34 движется по направляющим 36 корпуса 25, один конец ползущки 34 соединен с пружиной 37, а другой конец щарииром 38-с одним концом поворотного пуансона 27. На этом же конце луапсона 27 запрессован щтнфт 39, взаимодействующий со стойкой 40 корпуса 25, и закреплен контргруз 41. Другой конец нуансона 27 шарнирно связан с пальцем 42, имеющим окно
43,внутри которого установлен опорный ролик
44,взаимодействующий с клином 45 па щтоке 30. Клии 45 перемещается между роликами 46 и центрируется носредством направляющей планки 47 (фиг. 5), жестко закрепленной в корнусе 25.
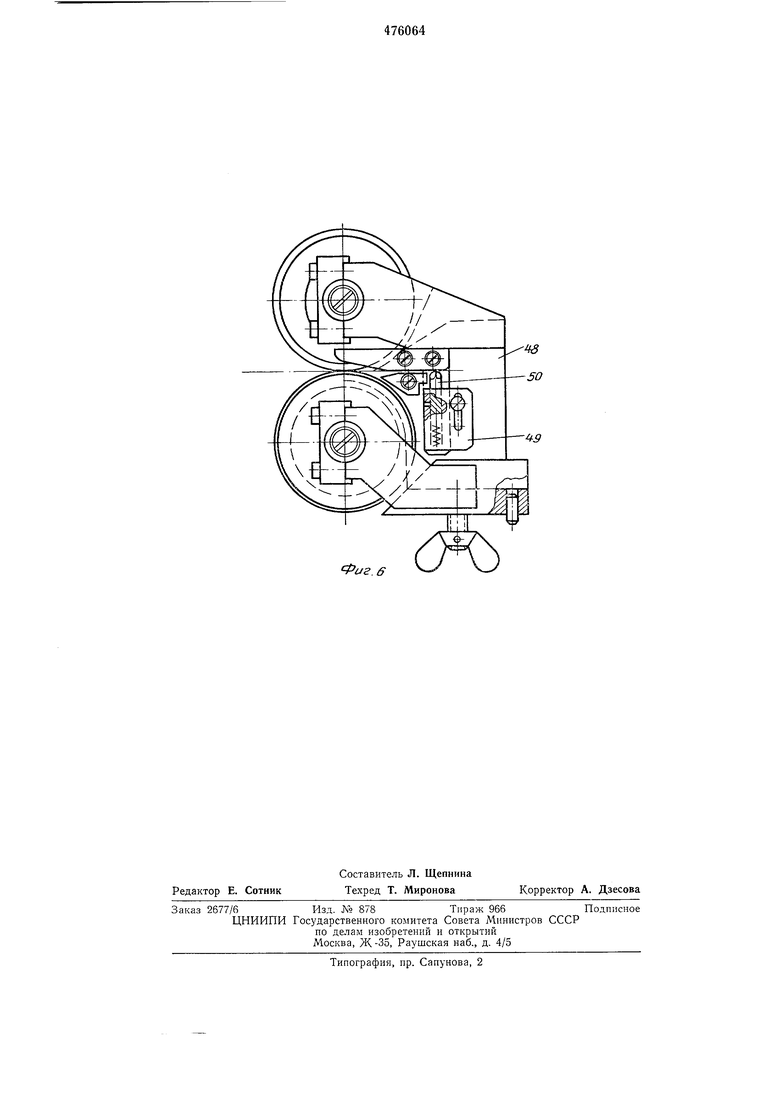
На корпусе 48 днсковых ножниц 3, 4 (фиг. 4) размещеиы узлы зачистки 49, которые выполнены в виде подпружиненного резца 50.
Установка работает следующим образом.
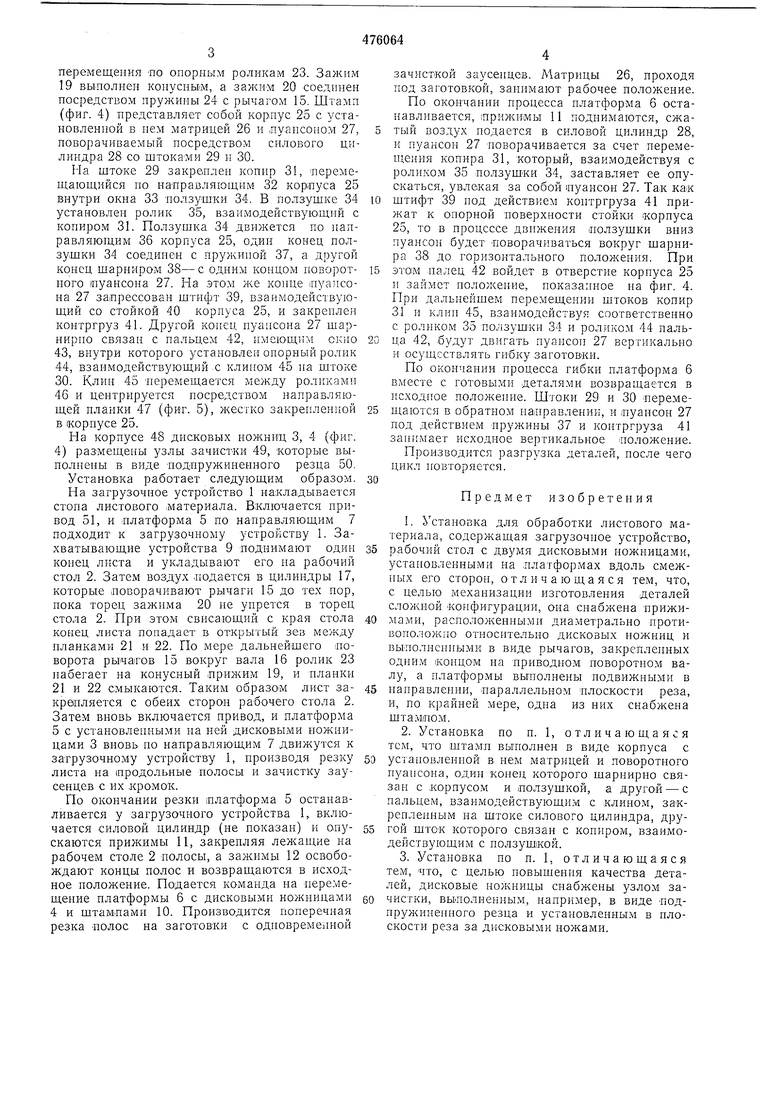
На загрузочное устройство 1 на:кладывается стопа листового .материала. Включается привод 51, и платформа 5 по направляющим 7 подходит к загрузочному устройству 1. Захватывающие устройства 9 поднимают один конец листа и укладывают его на рабочий стол 2. Затем воздух подается в цилиндры 17, которые поворачивают рычаги 15 до тех пор, пока торец зажпма 20 не упрется в торец стола 2. Нри этом свисающий с края стола конец листа попадает в открытый зез между планками 21 и 22. По мере дальнейшего поворота pbraairoB 15 вокруг вала 16 ролнк 23 набегает на конусный прнжим 19, и плапки 21 и 22 смыкаются. Таким образом лист закреиляется с обеих сторон рабочего стола 2. Затем вновь включается привод, и платформа 5 с установленными на ней дисковыми ножницами 3 вновь но направляющим 7 двнжутся к загрузочному устройству 1, производя резку листа на продольные полосы и зачистку заусенцев с их кромок.
По окончании резки платформа 5 останавливается у загрузочного устройства 1, включается силовой цилиндр (не показан) и опускаются прижимы 11, закрепляя лежащие на рабочем столе 2 полосы, а зажимы 12 освобождают концы полос и возвращаются в исходное положение. Подается команда на перемещение платформы 6 с дисковыми ножницами 4 и штампами 10. Производится поперечная резка полос на заготовки с одповремепной
зачисткой заусенцев. Матрицы 26, проходя под заготовкой, зацимают рабочее положение. По окончании процесса платформа 6 останавливается, ирижимы 11 поднимаются, сжатый воздух подается в силовой цилиндр 28, и пуансон 27 поворачивается за счет перемещения копира 31, который, взаимодействуя с ролико.м 35 ползущКи 34, заставляет ее опускаться, увлекая за собой пуансон 27. Так как
щтифт 39 под действием контргруза 41 прижат к опорной поверхности стойки корпуса 25, то в процессе движеиия ползущки вниз пуансон будет поворачиваться вокруг щарнира 38 до горизонтального положения. При
это;м налец 42 войдет в отверстие корпуса 25 и займет положение, показапное на фиг. 4. При дальиейщем перемещении щтоков копир 31 и клип 45, взаимодействуя соответственно с роликом 35 ползущ:ки 34 и роликом 44 пальца 42, будут двигать пуапеон 27 вертикально и осуществлять гибку заготовки.
По окончании процесеа гибки платформа 6 вместе с готовыми деталями возвращается в исходное положепие. Штоки 29 и 30 перемещаются в обратном направлении, и пуансон 27
под действием пружины 37 и контргруза 41
занимает исходное вертикальное положение.
Производится разгрузка деталей, иосле чего
цикл иовторяется.
Предмет изобретения
1.Установка для обработки листового материала, содержащая загрузочиое устройство,
рабочий стол с двумя дисковыми ножницами, установленными на платформах вдоль смежных его сторон, отличающаяся тем, что, с целью механизации изготовления деталей сложной конфигурации, она снабжена прижимами, расположенными диаметрально противоположно относительно дисковых ножниц и вьтолиеипыми в виде рычагов, закреплепных одни.м коицом на приводном поворотном валу, а платформы выполнены подвижными в
направлении, параллельном плоскости реза, и, по крайней мере, одна из них снабжена щта.мпом.
2.Установка но п. 1, отличающаяся тем, что щтамп выполнен в виде корпуса с
установленной в нем матрицей и поворотного пуансона, один конец которого щарнирно связан с корпусом и ползушкой, а другой - с пальцем, взаимодействующим с клином, закрепленным на щтоке силового цилиндра, другой щток которого связан с копиром, взаимодействующим с ползущ|кой.
3.Установка по п. 1, отличающаяся тем, ЧТО, с целью повыщения качества деталей, дисковые ножницы снабжены узлом зачистки, выполненным, например, в виде подпружиненного резца и установленны.м в плоскости реза за дисковыми ножами. i
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 1971 |
|
SU312657A1 |
| Станок для зачистки торцов труб | 1988 |
|
SU1563790A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УСТРОЙСТВО для ИСПЫТАНИЯ гильотинных ножниц | 1972 |
|
SU356507A1 |
| Устройство для сортировки и штабелирования заготовок при резке | 1986 |
|
SU1493400A1 |
ТТЛ Ш :::::;zi / ц-Ч €к,
/ л..
jJ.;J 1-- , ,
Г
ii H : ii ii Hi iiiii
,w
J /Г .rgln. ,.
/ p ilinbi HiO; ii i rttji,/P ,Ii a; |jjriJJjribJ iiv HlHi . , iL..-Г- / -i H-I I Л-. zisE.;5ГЖ 2S ;;; ii 4rF --JMt l // Ti / / jU S t ..:i(l - -. .ЧГ т; I /
20 i9 21
1в 23
22
Фие.З
6 - Ь
Z5
Узел I
1X
.
Фиг о
Риг.е
