Изобретение относится к области обработки металлов резанием и может быть использовано на станках токарной группы с гидрокопировальным суппортом.
Известен способ обработки деталей типа конусов или ступенчатых валиков с контуром, имеющим в направлении обработки постоянный или возрастающий диаметр. Обработка осуществляется с помощью гидрокопировального суппорта, при этом черновые проходы производят до вьпсода инструмента на заданный контур Л .
Недостатком известного способа является необходимость выполнения получистового прохода для срезания остающихся в иде ступенек частей припуска.
Это приводит к снижению производительности.
Цель изобретения - повышение производительности обработки. Для этого при выполнении черновых проходов после выхода инструмента на заданный контур осзществляют проход по контуру до уровня предьщущего прохода.
Это позволяет полностью формировать профиль детали при выполнении черновых проходов, исключает, таким образом, необходимость вьшолнения получистового прохода, что и приводит к повьпиениш производительности обработки. На. чертеже представлена схема реализации описьшаемого способа.
Обрабатываемую, например, гидросуппортом деталь t изготавливают в несколько проходов. Подвижный корпус гидросуппорта жестко связан с ползунком Датчика 2 пути. При перемещении подвижного корпуса, изменяется напряжение, снимаемое с датчика 2 пути, пропордаонально пути перемещения гйдросуппорта. При работе гидросуппорта от барабана упоров ползунок датчика пути 2 занимает некоторое, соответствующее данному упору, положение, при котором с него снимают определенное, соответствующее данному проходу, напряжемте. Следовательно, при подводе суппорта на очередной упор с датчика пути 2 снимают напряжение, пропорциональное пути подвода и отличное от напряжения предьщуще518512
го прохода. При этом выполняют следующее условие:
ll,;U,.U,U,.,,.u,
5 ll,,U,....«,„, , замсимости от способа подклю чения дат: чика пути 2. Напряжение, поступающее с датчика 2, является управляющим для схемь управления механиз- .
10 мом отвода и поступает на запоминающее устройство. По. команде от путевого выключателя барабана упоров это напряжение запоминается в запоминающем устройстве.
15
По окончании первого прохода (по команде от путевого выключателя) упомянутое напряжение U, переходит в другое запоминающее устройство,
20 а в первое запоминающее устройство поступает напряжение U или Ц текущее , соответствующее второму проходу. Напряжение Ui, соответствующее первому проходу, является в этом
25 случае предьщущим (U „„ ). Оба эти напряжения, поступают в вычитающее устройство,, где и тек вычитается из Utipei,. Когда UfeK достигнет уровня и nog. и превысит его на некоторую
30 заданнзпо определенную величину 1 (в предохранительных цепях), то рассогласования Ипред- будет положительным и далее поступит, например, на релейный элемент, который вьщаст команду на механизм отвода гидросуппорта. Затем начнется следующий проход. На втором проходе суппорт обработает деталь 1 по второму упору барабана упоров, заг40 тем по копиру до уровня, несколько превьшающего уровень напряжения предьщущего первого прохода. Затем произойдёт отвод суппорта. На третьем проходе суппорт обработает
45 деталь по третьему упору, затем
по копиру до уровня, несколько превышающего уровень предьщущего второго прохода. Затем происходит отвод суппорта и т.д. В каждом
50 проходе после обработки по упору обработка продолжается по копиру, т.е. по контуру детали 1 до уровня . напряжения , отмеченного датчиком пути 2 на предыдущем проходе.
Описанным способом профиль детали полностью формируется на черно3вых проходах. Это позволяет исключить получистовой проход необходи- мый для удаления частей припуска 8518514 - в виде ступенек, остающихся несрезанными при обработке известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальное устройство | 1978 |
|
SU887127A1 |
| Копировальное устройство для станков | 1979 |
|
SU954942A1 |
| Гидрокопировальный многопроходный суппорт | 1977 |
|
SU680857A1 |
| Гидравлическое копировальное устройство | 1980 |
|
SU897473A1 |
| Гидрокопировальный многопроходной суппорт | 1977 |
|
SU707770A1 |
| Гидрокопировальный многопроходный суппорт | 1982 |
|
SU1050849A1 |
| Гидрокопировальный суппорт | 1979 |
|
SU912478A1 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| МЕХАНИЗМ ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ | 1973 |
|
SU383566A1 |
| ТОКАРНО-РЕВОЛЬБЕРНЫЙ КОПИРОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU217864A1 |
СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОНУСОВ ИЖ СТУПЕНЧАТЫХ ВАЛИКОВ с контуром, имеющим в направлении обработки постоянный или возрастающий диаметр, при котором черновые проходы производят до выхода инструмента на заданный контур , отличающийся тем, что, с целью повышения производительности обработки при выполнении черновых проходов после выхода инструмента на заданный контзф, осуществляют проход по контуРУ до уровня предыдущего прохода. 00 О1 00 О1 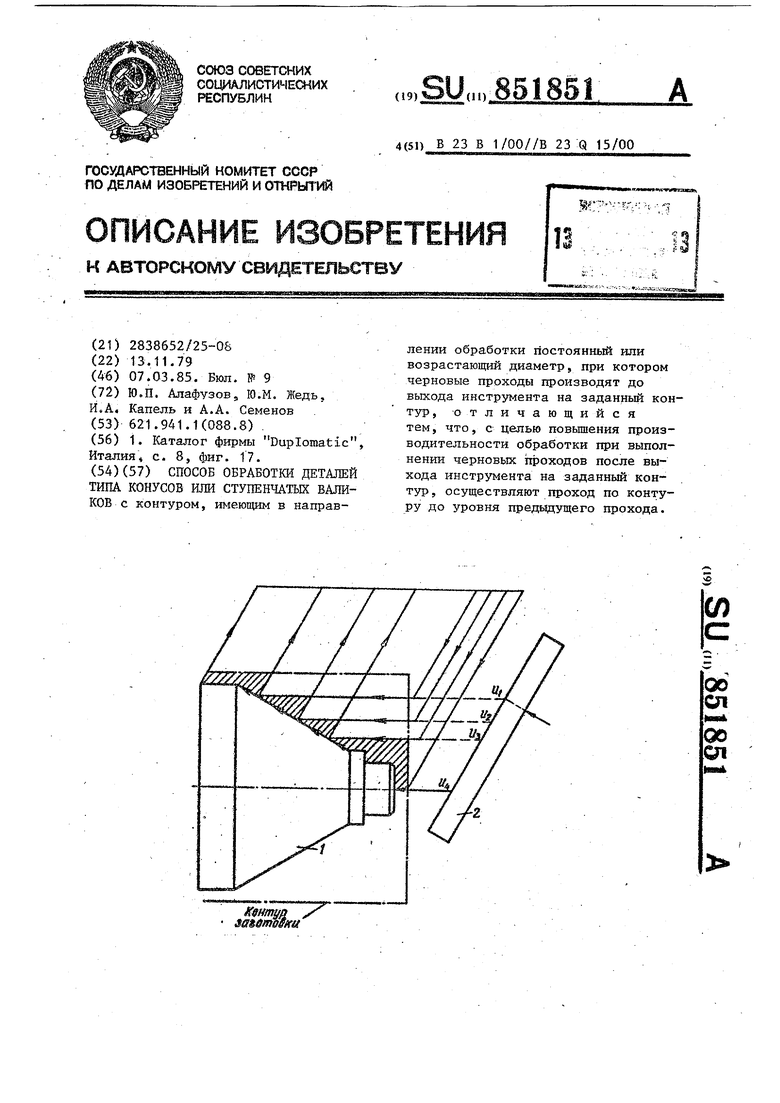
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог фирмы Duplomatic, Италия с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
