5/
L
Изобретение относится к обработке металлов давлением, а именно к станкам для обкатки концов труб поворотным инструментом трения.
Цель изобретения - расширение технологических возможностей и повышение производительности.
На фиг, 1 представлен автомат, общий вид; на фиг, 2 - разрез( А-А на Q .фиг,1; на фиг, 3 - разрез нафиг.1| на фиг, 4 - разрез В-В на фиг,1; на фиг. 5 - узел I на фиг, 1j на фиг, 6 рейки 25, которая, перемещаясь поступательно от кулачкового вала 9 при помощи кулачка 26 и рычага 28, поворачивает на 90 шестерню 29 с закрепленным на ней обжимньм инструментом 30, Закаточный инструмент, закрепленный в головке 16, выполняющий операцию закатки бортика, имеет два движения: вращение от привода 2 через зубчатую пару 33 и 34 при помощи ременной передачи 32, а также быстрый подвод и рабочую подачу от кулачкового вала 9 через кулачок 22 и рычаг
обработанная на автомате труба.
Автомат содержит станину 1, элект- 524, Вращение закаточного инструмента ромеханический привод 2, бункер 3,с головкой 16 осуществляется в проти- питатели 4 и 5 (фиг.З) с укрепленнымивоположную сторону относительно силона них подвижными зажимными призмами«вой головки 14, Кулачковьй вал 9 по- 6 и 7, кулачок 8, уста.новленньгй налучает вращение от привода 2, кулачковом валу 9, рычаг 10, ролик 11.20 Заготовки 37 загружаются в бункер На одной оси, совпадающей с осью пози-.3, падают по одной через окно 36 в щш обработки 12, установлены передподвижные призмы 6 и 7 питателей 4 и 5, подаются питателями в позицию обработки, где зажимаются между подвижными призмами 6 и 7 и неподвижными призмам1 38 и 39, После зажима приводятся в движение силовая головка 14 и головка 16, После обработки питатели 4 и 5 передвигаются в позицию загрузки, при этом движении обрабо- танпая заготовка сбрасывается с под- призмы пружинами 40 и 41 и падает на тару (не показано). Затем цикл повторяется,
няя бабка 13 с силовой головкой 14 и (задняя бабка 15 с силовой головкой 16 для крепления закаточного инструмента. Передняя бабка 13 имеет механизм подачи 17, состоящий из кулачка 18, установленного на кулачковом валу 9, ролика. 19, рычага 20, Задняя бабка 1 имеет механизм подачи 21, состоящий из кулачка 22, ролика 23 и рычага 24 Силовая головка 14 содерлдат рейку 25 имеющую подачу от кулачка 26 через ролик 27 и рычаг 28, шестерню 29, на которой укреплен обжимной инструмент 30,. и ременную передачу 31, Задняя бабка имеет ременную передачу 32, зубчатую пару шестерен 33 и 34. Бункер 3 имеет наклонное дно 3.5 и окно вьвдачи заготовок 36,
.Кинематика станка обеспечивает выполнение следующих операций: обжим одного конца трубчатой заготовки 37 с целью получения на торце сферической поверхности без отверстия и закатку другого конца с целью получения торообразного борт.т1ка. Для фиксации заготовок служат неподвюкные 38 и 39 призмы, а для их цапления -, пружины.40 и 41,
Операции производятся без снятия стружки за счет пластического деформирования материала.
Силовая головка 14, выполняющая операцию обжима, имеет несколько движений: вращение от привода 2 с помощью ременной передачи 31, подачу головки от кулачкового вала 9 кулачком 18 и рычагом 20, рабочую подачу
рейки 25, которая, перемещаясь поступательно от кулачкового вала 9 при помощи кулачка 26 и рычага 28, поворачивает на 90 шестерню 29 с закрепленным на ней обжимньм инструментом 30, Закаточный инструмент, закрепленный в головке 16, выполняющий операцию закатки бортика, имеет два движения: вращение от привода 2 через зубчатую пару 33 и 34 при помощи ременной передачи 32, а также быстрый подвод и рабочую подачу от кулачкового вала 9 через кулачок 22 и рычаг
24, Вращение закаточного инструмента с головкой 16 осуществляется в проти- воположную сторону относительно сило«вой головки 14, Кулачковьй вал 9 по- лучает вращение от привода 2, Заготовки 37 загружаются в бункер 3, падают по одной через окно 36 в
подвижные призмы 6 и 7 питателей 4 и 5, подаются питателями в позицию обработки, где зажимаются между подвижными призмами 6 и 7 и неподвижными призмам1 38 и 39, После зажима приводятся в движение силовая головка 14 и головка 16, После обработки питатели 4 и 5 передвигаются в позицию загрузки, при этом движении обрабо- танпая заготовка сбрасывается с под- призмы пружинами 40 и 41 и падает на тару (не показано). Затем цикл повторяется,
Фо рм ула из обретения
Автомат для обработки концов трубчатых заготовок, содержащий смонтированные на станке .электромеханический привод, механизм для закрепления заготовки с пoдвижны и зажпмны -ал призмами, переднюю бабку с мехаш1змом подачи и силовой головкой с обжимным инструментом, отличагащий- с я тем, что, с целью расширения технологических возможностей и повышения производительности, он снабжен размещенной в силовой головке реечной передачей, бункером с наклонным дном и окном вьщачи заготовок, расположенными над питателями, задней бабкой с механизмами подачи, реверса и второй силовой головкой с закаточным инструментом, а также закреплен.- ными на станине неподвижными призмами, при этом обжимной инструмент закреплен на шестерне упомянутой реечной передачи, а подвижные зажимные призм - на питателях.
37
(.Z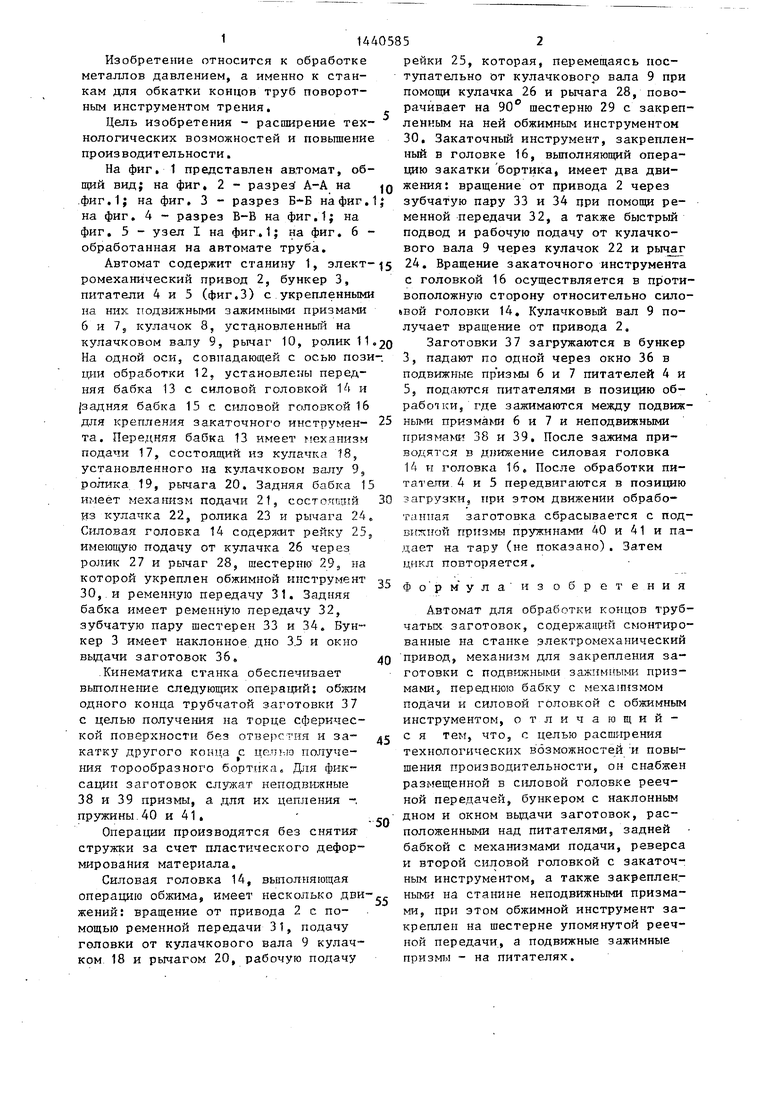
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Автомат для снятия заусенцев с торцев труб | 1980 |
|
SU1013107A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| УСТРОЙСТВО к ЗУБООБРАБАТЫВАЮЩЕМУ СТАНКУ | 1972 |
|
SU335051A1 |
| ЙСЕСОЮЗНАЯ I Экспериментальный научно-исследовательский "ncTHTjiTr, -.-гиу,..,-.--...^ ,^ .,)металлорежущих станковl''"''^"'*w itAlllntvfl>&i&—— 1^'^^^>&^0'»л* I | 1972 |
|
SU331852A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок для закатки изделий | 1980 |
|
SU871897A1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| Головка к токарному станку | 1984 |
|
SU1202716A1 |

Изобретение относится к обработке металлов давлением, конкретно к технологическому оборудованию для изготовления изделий из труб обкаткой, в частности к станкам для обкатки концов труб поворотным инструментом трения. Цель изобретения - расширение технологических возможностей и повышение производительности. На одной оси автомата, совпадающей с осью обработки, установлены передняя бабка 13 с силовой головкой 14 и задняя бабка 15 с силовой головкой 16. Силовая головка 14 содержит рейку и шестерню, на которой укреплен обжимной инструмент. Силовая головка 16 выполнена в виде втулки с фланцем и имеет закаточньв инструмент. Кинематика станка обеспечивает вьшолнение следующих операций: обжим одного конца трубчатой заготовки для получения на торце сферической поверхности бвз отверстия и закатку другого конца для получения торообразного бортика. Операции производят без снятия стружки за счет пластического деформирования материала. 6 ил. СЛ С
,.
У5 14 (
6 55 0
Py Фив.
V
Б-Б
1
i6
Фи&.5 8-g
Фие. У
Фи9.6
| Универсальный станок для обработки труб | 1981 |
|
SU986546A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
