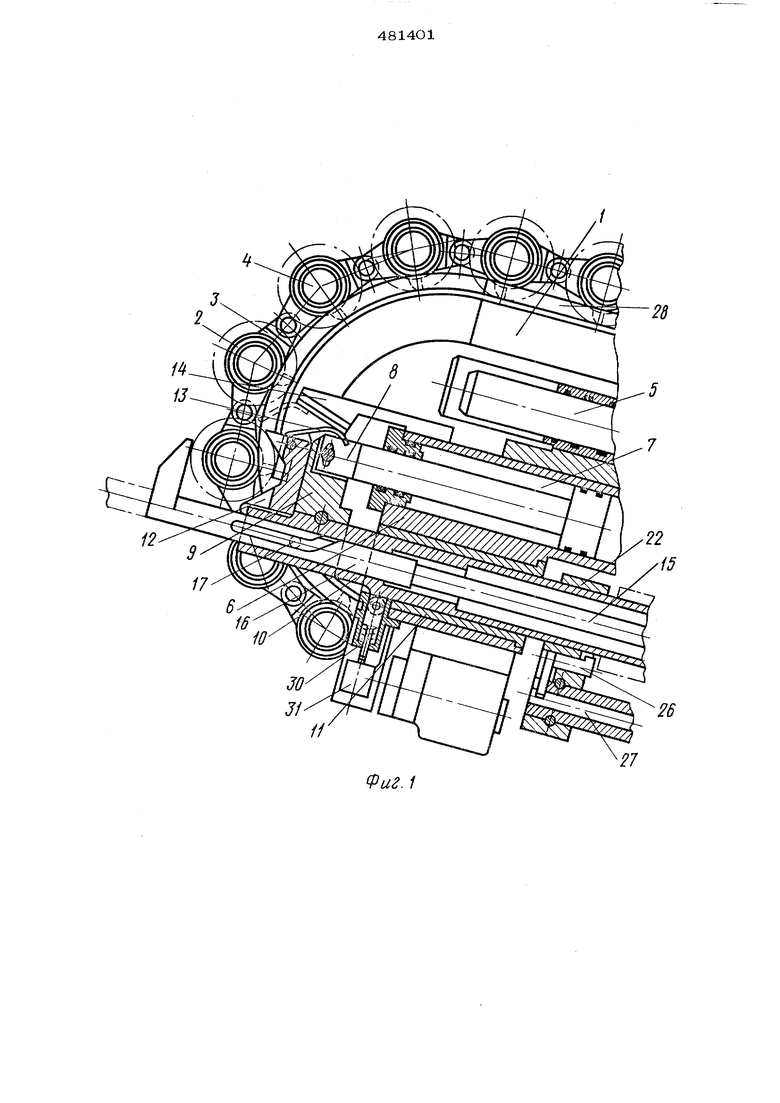
Изобретение относится к станкостроени и может быть использовано в автоматизированных станках, в частности в токарно/копировальных полуавтоматах. Известны загрузочные устройства для деталей тина валов, состоящие из магазина и возвратно-поступательного перемещающегося питателя с призматическим . захватом, переносящего заготовку от магазина на линию центров станка. Предлагаемое устройство отличается тем, что оно снабжено установленным на корпусе питателя датчиком контакта приз- мы захвата с заготовкой и приспособление ограничивающим величину перемещения питателя из положения, соответствующего указанному контакту, до совмещения оси подаваемой заготовки с осью центров станка. Приспособление выполнено, например, в виде дополнительного гидроцилинд- ра, несущего переставляемый упор, взаимо действующий с другим упором, закрепленным на питателе. Это позволяет загружать заготовки различного диаметра без переналадки устройства. На фиг. 1 показано предлагаемое устройство, разрез; на фиг. 2 - дополнительный гидроцилиндр; на фиг. 3 - гидросхема перемещения питателя и переставляемого упора. На направляющих 1 смонтированы катки 2 цепного магазина, несущие звенья 3 и подпружиненные конические центры 4. Шток 5 гидроцилиндра подачи магазина посредством качающегося рычага (на чертеже не показан) взаимодействует с зубьями, выполненными на звеньях З.Ход штока 5 равен щагу магазина, т. е. расстоянию между осями соседних конических центров 4. В корпусе 6 питателя расположен роцилиндр 7 перемещения питателя, шток 8 которого посредством опоры 9 связан с корпусом гидроцилиндра 1О прижима по даваемой заготовки, направляемым втул- кой 11. ila опоре 9 установлены призма 12 захвата и плоская пружина 13, взаимодействующая с датчиком 14 контакта приз мь 12 с заготовкой. Датчик закреплен на корпусе 6 питателя. Со штоком 15 гидропилиндра 1О связан прижим 16, на поверхгюсти которого выполнена канавка. Палец 17, закрепленный в корпусе этого гидроцнлиндра взанмодействует с боковым стенками канавки. Масло подается к гидроцилнндру 10 по гибким шлангам 18, пробке 19 и сверлению в штоке 15. Б корпусе б питателя расположено так ириспособлепие, ограничивающее величину 1еремо1цения питателя из положения, соответствующего контакту призмы 12 с за-« готовкой, до совмещения оси подаваемой заготовки с осью центров станка, Приспособление выполнено в допо пцтельпого гидроцилипдра 20, на двусторонпем lUToKe 2 1 которого закреплен пе--. обхватывающий реставляемын упор корпус гидроцилиндра 10 „ С переставлявмым упором взаимодействует регулируемый упор, представляющий собой гайку 2 па)ипчсниу1о па (зезьбу .корпуса гндроци-. .пппдра 1 С). Эффектшзпьге плоп|ади ГИДроцилиндра 2 jii iJ-j-OKOhou полости гидроцилиндра 7 равны, армюл; эти г-идроцили 1дры соединены ii(Kjj :%ic riiOM иологпикон: напорного 24 -и ,ло1гг ;оупрпвляем(5го 25„ ..a 23 чег)ег pacnojKJ/ленный в пе- in;i; гпилмнмом )e 22 толкатель 26 и inraJUv 27 с пружиной 28 взаимодейству с )inK)eKjnO4aTe,iieM 29, закрепленны i;i мггико 21, ( к;и1 111кой, вьпшлненпой па корпусе 1-иг1рои1;;;ц| дра 10, взаимодействует через I i)jn ;ri4:iUj .JO электропереюпо4ате;п;:5 31. J-(;rf)(jncTi5u работает следующим обра-н;м. исходном км ожепии устройства. i.iiUpniKuinioM на 4е)тежах, призма 12 по BC/njuij к пода15аемой заго -овке, зажатой Mt/Mvuy ноднружипеип1 1Ми цептрами 4 и при 1Си1()й к призме прижимом 1G; шток 5 вы цвипут в крайнее левое положе1Н1е; слив viacjia ii3 левоГ полос;ти гид шцилипдра 20 lepeiipbiT золотншшм 25;- мaгиcтpaJEИ 32 t оЗ, идупию к гп/ц:; апиагндру 7 от распр иу И:ч;ля (па чертеже пе показан), подклю геиьг па с;лив. После оьгончания цикла обработки детад la crajnte и отвода г-отовой детали из зо;ы обраб(зтки давление подается в поршне ую полость гидродилиндра 1, Питатель ;аготовкой перемещается вперед до йГасанйя упоров 22 и 23, что соответствует совпадению оси заготовки с осью центров станка. В конце хода гайка 23 через толкатель 26 и штангу 27 сжимает пружину 28, освобождает переключатель 29, который вьщает команду на реверсирование потоков масла в гидроцилипдре подачи магазина и гидроцилиндре 10 „ Шток 5 отводит качающийся, рычаг от зуба соответствующего звена 3. Одновременно шток 15 перемешает прижим 16 вперед и поворачивается вместе с ним вследствие всам МОдейстаня пальца 17 с наклОн,(шй частью; канавки. В крайнем Переднем положении штока срабатьшает реле давления, подключенное к поршневой полости гидроцилиндра 10 и переключающее золотник 25 и подачу масла к гидроцилиндру 7. Масло, поступающее под давлением по магистрали 32, перемешает шток 21 в крайнее правое положение. Питатель также перемещается вправо сначала под действием масла, вытеспяемото из правой полости гидроцилиндра 2О, затем в результате поступления к цилиндру 7 масла через открывшееся среднее отверстие в корпусе цилиндра 20 и напорный золотник 24. При подходе питателя к крайнему заднему положению освобождается переключатель 31, вьщающий команду на нуск щнинделя и начало автоматического цикла работы станка„ Одновременно поступает комапда на додачу давления в поршневую полость гидро- цилиндра подачи магазипа, шток 5 которого посредством качающегося рычага перемещает цепь магазина на один шаг. В конце хода шток 5 воздействует на электропереюпочатель (на чертеже пе показан), вьщающий команду на реверсирование потоков масла в магистралях 32 и 33, переключение золотника 25, отсекающего при этом слив из правой полости гидроцилипдра 20, и подсоединение магистрали 32 К дросселю (па чертеже не noKa3aii). Пиаатель перемешается вперед, масло из штоковой полости цилиндра 7 вытесняei-ся в 1 равую полость Тидроцилиндра 2 О. Поскольку э(| фективные шюшади сообщающихся полостей обоих цилиндров равны, то штоки 8 и 21 перемещаются синхронно. Масло из левой полости гидроцилиндра 20 вытес1шется по магистрали 32 через дроссель, онределяю1ций малую скорость перемещения обоих штоков. При касании призмы 12 с поверхностью заготовки замыкается низковольтная цепь: заготовка .- призма - опора 9 - пружина 13 - датчик 14. По сигналу последнего распределитель подключает магистрали (32 и 33 на слив, а золотник 25 соединяет с магистралью 3 2 правую полость гидроцилиндра 20 и отсекает его левую полость. В этот момент среднее отверсти в корпусе гидроцилиндра 20 уже перекрьн то его поршнем. В результате питатель и переставляемый упор 22 немедленно останавливаются, пройдя одинаковый путь. Следовательно, в этом положении устройства, принято за исходное,расстояние между гайкой 23 и упором 22 постоянно, оно не зависит от величины предшествующего перемещения питателя, т. е, от диаметра заготов- j ки, и равно расстоянию между ОСБЮ конических центров 4 в позиции съема заготовки питателем и осью центров станка. Датчик 14 дает также команду на подачу давления в штоковую Полость гидро- цилиндра 10. Прижим 16, поворачиваясь, перемещается к призме 12 и зажимает заготовку. На этом автоматический цикл работы устройства заканчивается. Приспособление, ограничивающее величину перемещения питателя, может быть I выполнено в иной модификации, например в виде гидравлического дозатора или переставляемого, периодически фиксируемого механического упора. Редмет изобрет Автоматическое загрузочное устройстподающее заготовки валов в центре станка, содержащее магазин и возвратнопоступательно перемещающийся питатель с призматическим захватом, отличающееся тем, что, с цельюзагрузки заготовок различного диаметра i без переналадки устройства, оно снабжено установленным на корпусе питателя датчиком контакта призмы захвата с заготовкой , и приспособлением, ограничивающим величину перемещения питателя из положения, соответствующего указанному контакту, до совмещения оси подаваемой аготовки с осью центров станка, и выполенным, например, в виде дополнительного идроцилиндра, несущего переставляемый пор, взаимодействующий с другим упором, акрепленным на питателе.
Фиг. 1


| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство контактной стыкосварочной машины | 1987 |
|
SU1447602A1 |
| Загрузочное устройство | 1983 |
|
SU1161328A1 |
| Устройство для подачи и удаления заготовок | 1976 |
|
SU564946A1 |
| Система активного контроля размеров | 1985 |
|
SU1268388A1 |
| Агрегат для обработки клепки остова бочек | 1958 |
|
SU117231A1 |
| МЕХАНИЗМ ДЛЯ МНОГОПРОХОДНОЙ ОБРАБОТКИ | 1973 |
|
SU383566A1 |
| Магазин-питатель | 1962 |
|
SU151177A1 |
| Приспособление к многошпиндельному токарному полуавтомату для автоматической установки в патрон я съема заготовок подшипниковых колец | 1951 |
|
SU95385A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1261767A1 |
| Сперфинишный станок | 1975 |
|
SU540728A1 |