1
Изобретение относится к области литейного производства.
Известна автоматическая линия для изготовления стержней, включающих пескострельную машину, кантователь (поворотно-протяжную машину) и систему рольгангов, подвесной конвейер со съемными этажерками и сушило.
Недостатком известной линии является то, что загрузка и разгрузка, т. е. подача и отбор плит производится вручную.
Целью предлагаемого изобретения является повышение производительности путем автоматизации подачи и отбора плит.
Это достигается тем, что линия снабжена устройством обгона подвесного конвейера, установленным соосно с ним, между рольгангами загрузки и разгрузки и выполненным в виде цепного конвейера и механизмов загрузки и разгрузки, установленных между цепями конвейера у соответствующих рольгангов.
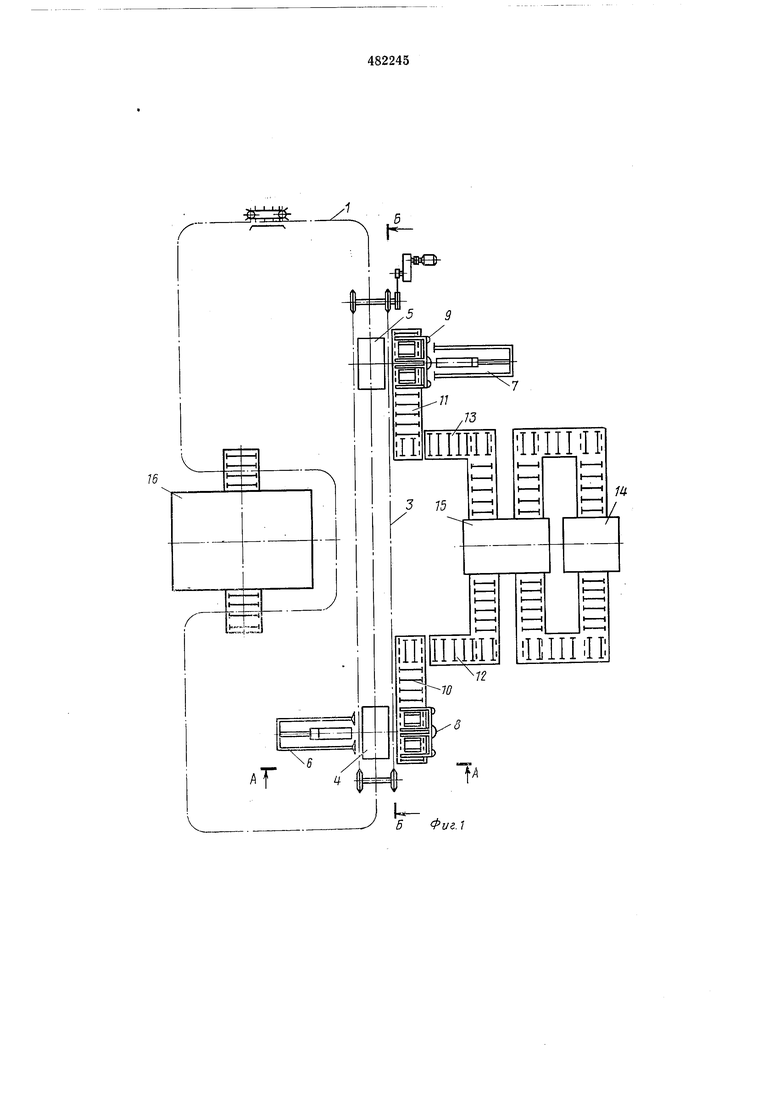
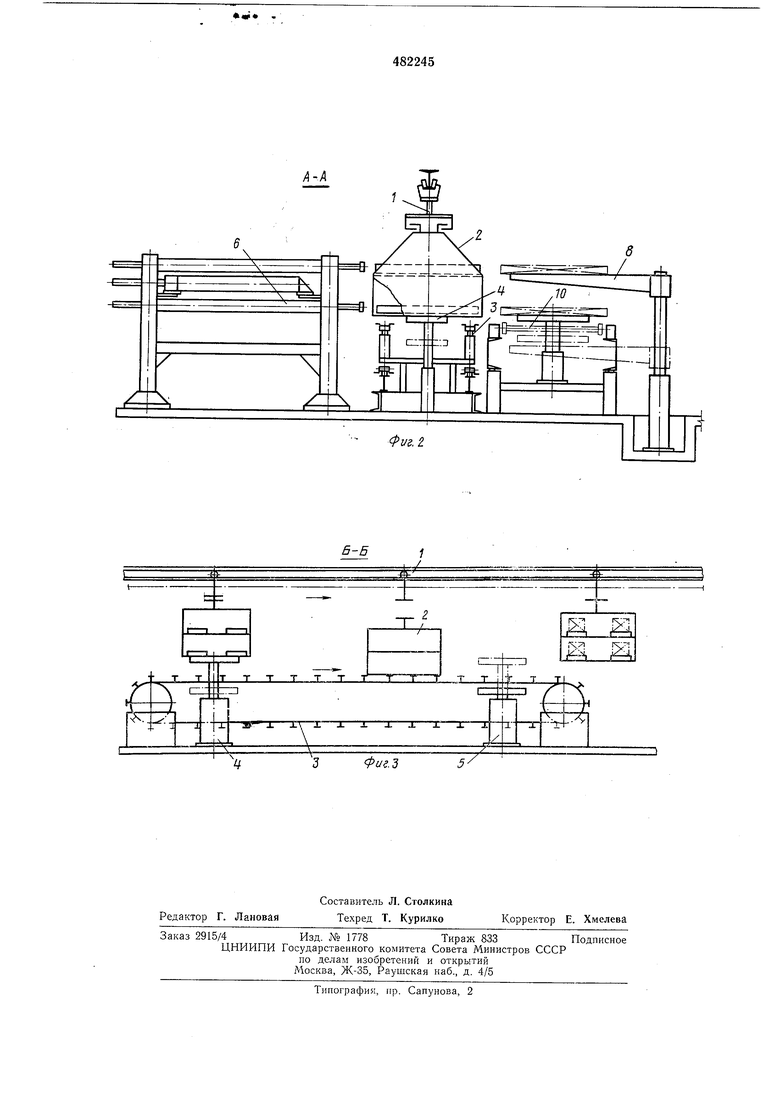
На фиг. 1 изображен общий вид автоматической линии; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Автоматическая линия для изготовления стерлшей содержит подвесной конвейер 1 со съемными многоярусными этажерками 2, расположенный по одной оси над конвейером обгона 3, с встроенными подъемными столами 4 и 5. Поверхность подъемных столов 4 и 5 в исходном положении располагается ниже цепей конвейера обгона 3. По осям подъемных столов 4 и 5 нормально оси конвейера обгона и иодвесного конвейера расположены сталкиватели 6 и 7 и подвия ные стелл-ажи 8 и 9.
ВдОо1ь конвейера обгона 3 расположены рольганги 10 и И разгрузки иодвижных стеллажей 8 и 9, примыкающие к транспортирующим рольгангам 12 и 13, осуществляющим технологическую связь с пескострельной мащнпой
14 и кантователем 15. Сушило 16 расположепо в зопе подвесного конвейера 1. Линия работает следующим образом. Этажерка 2 с пустыми плитами передается на подвесном конвейере 1 к позиции подъемного стола 4. Поднимаясь, стол 4 снимает этажерку с подвески. Сталкиватель 6 сталкивает с этажерки 2 одновременно четыре плиты: две па подвижный стеллаж 8 и две плиты на две иозиции рольганга разгрузки 10. Подвижной
стеллаж 8 и подъемные ролики двух позиций рольганга разгрузки 10 находятся в верхнем положении. Столкнув плиты, щток сталкивателя 6 возвращается в исходное положение. Подъемиые ролики рольганга разгрузки 10
оиускаются и первая плита перемещается на третью позицию рольганга, а затем на транспортирующие рольганги 12 и передается на иозицию кантователя 15. Аналогично транспортируется вторая плита. После того, как
освобождаются две позиции рольганга разгрузки 10, подвижной стеллаж 8 опускает иа рольганг третью и четвертую плиты, которые так же перемещаются к транспортирующим рольгангам 12.
После возвращения штока сталкивателя 6 в исходное положение, подъемный стол 4 опускается в исходное положение, т. е. поверхность его роликов опускается ниже движущихся цепей конвейера обгона 3. Этажерка 2, попав на цепи конвейера обгона 3, перемещается к позиции подъемного стола 5. Так как скорость движения цепей конвейера обгона 3 больще скорости движения подвески на подвесном конвейере 1, то съемная этажерка 2 обгоняет подвеску, с которой она была снята.
С транспортирующих рольгангов 13 две плиты со стержнями передаются на рольганг разгрузки 11 и поднимаются в верхнее положение на уровень верхних полок этажерки 2 подвижным стеллажом 9, две плиты со стержнями с траиспортнрзющего рольганга 13 передаются на рольганг разгрузки 11. Подъемный стол 5 поднимается, сталкиватель 7 загружает четыре плиты со стержнями на этажерку 2 и подвеска, с которой была снята этажерка 2, конвейера 1, подхватывает этажерку 2 и транспортирует к сущилу 16.
Предмет изобретения
1.Автоматическая линия для изготовления стержней, содержащая пескострельную мащину с кантователем, систему загрузочных и разгрузочных рольгангов, подвесной конвейер со съемными этажерками и сушило, отличающаяся тем, что, с целью увеличения производительности, она снабжена устройством обгона подвесного конвейера, установленным соосно с ним между рольгангами загрузки и разгрузки.
2.Автоматическая линия по п. 1, отличающаяся тем, что устройство обгона выполнено в виде цепного конвейера и механизмов загрузки и разгрузки, установленных между цепями конвейера, у соответствующих рольгаигов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Линия отбивки литников и выбивки стержней из отливок | 1980 |
|
SU908519A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Устройство для передачи изделий с рольганга на полочный конвейер | 1977 |
|
SU662452A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛКИ ЩИТОВЫХ ДЕТАЛЕЙ МЕБЕЛИ | 1967 |
|
SU199719A1 |
| Устройство для погрузки и разгрузки изделий, транспортируемых на полках подвесного конвейера | 1980 |
|
SU882892A1 |
| Устройство для управления конвейерной системой | 1984 |
|
SU1240706A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
т т ....-TЖ -Г-гг-т: 1-I-I-I-i X А i-. т Т Т т т i т I m :гга
