(54) ВАЛЬЦЫ ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ВАЛЬЦОВКИ
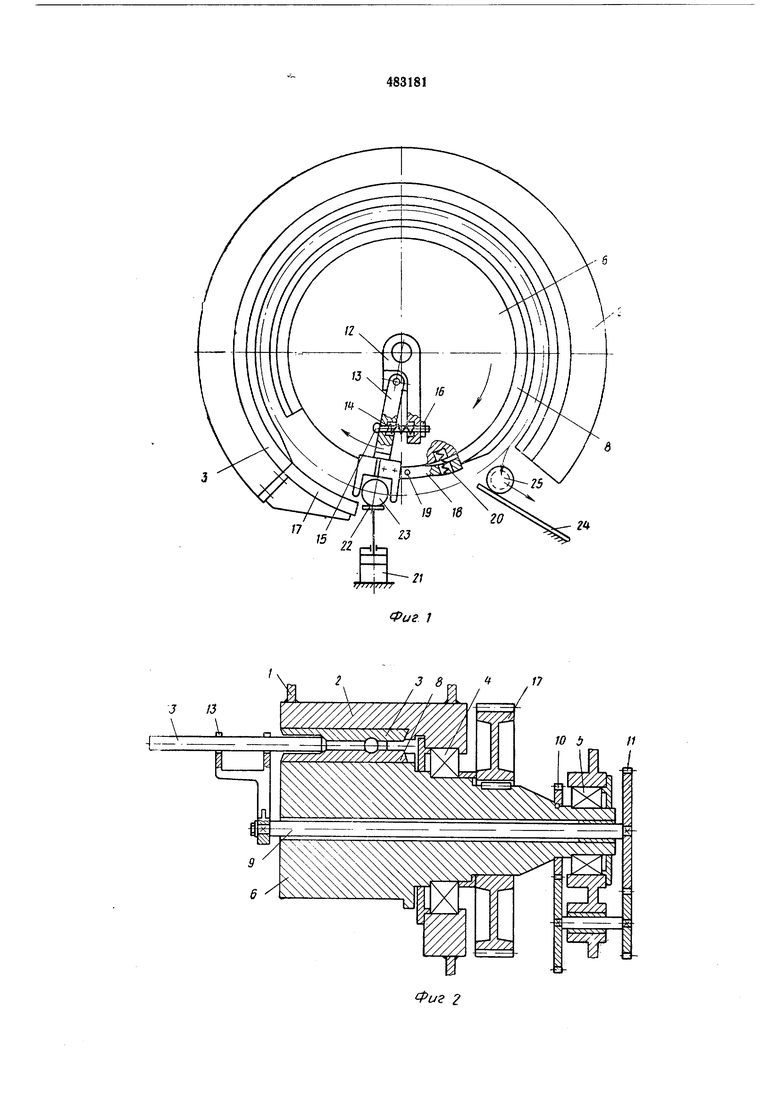
для загрузки исходной заготовки 23 на позицию вальцовки, и склиз 24 для приема готовых изделий 25.
Вальцы работают следующим образом.
Исходная заготовка 23, обрабатываемый конец которой предварительно нагрет до ковочной температуры, подается на площадку 22 пневмоцилидра 21. Затем площадка 22 вместе с заготовкой 23 перемещается на позицию вальцовки, а зубчатые передачи 10 и 11 обеспечивают вращение водила с угловой скоростью, в два раза меньшей угловой скорости валка. При своем вращении водило перемещает заготовку на рифленый сектор 17, а поршень пневмоцилидра вместе с площадкой отходит в нижнее положение. В этот момент заготовку настигает рифленый сектор 18 и перекатывает ее по неподвижному сектору 17 в направлении к клиновому инструменту 3. К моменту захвата клиновым инструментом 3 и 8 заготовка раскручивается рифлеными секторами, приобретая окружную скорость, примерно равную окружной скорости рабочего валка. Благодаря этому обеспечивается надежный захват заготовки. При деформировании заготовки клиновым инструментом 3 и 8 она, как и при раскручивании ее секторами 17 и 18, совершает поступательное перемещение и одновременно вращается вокруг своей продольной оси. Вместе с заготовкой при своем вращении перемещается и водило. При вальцовке заготовки скорость ее .поступательного движения в зависимости от степени обжатия заготовки и условий трения в очаге деформации не всегда может быть равной окружной скорости водила в точке контакта его с заготовкой. В этом случае из-за отставания заготовки от
нее наводило будет передаваться небольшое усилие, под дейст1вием которого подпружиненная головка 13 будет несколько отжиматься в сторону, противоположную направлению вращения водила. Благодаря этому будет компенсироваться разность указанных скоростей.
По окончанию вальцовки изделие 25 под сабственным весом попадает на склиз 24 и по 0 нему выкатывается из вальцов. После этого валок и вместе с ним водило затормаживаются. Остановка водила осуществляется через один его полный оборот. За время одного оборота водила рабочий валок совершит два 5 оборота.
В момент остановки водила и валка подается команда на загрузку очередной заготовки.
Вальцы могут быть использованы и для 0 получения коротких изделий. В этом случае водило может быть демонтировано.
Предмет изобретения
5 Вальцы для поперечно-клиновой вальцовки, содержащие станину с жестко закрепленным сегментом, встроенный в него приводной рабочий валок с клиновым инструментом и механизм загрузки за готовок, отличающиеся тем, ЧТО, с целью расширения технологических возможностей, они снабжены валиком, концентрично расположенным внутри рабочего валка и кинематически связанным с последним, а также смонтированным
на валике водилом, выполненным составным из двух элементов, один из которых жестко посажен на валик, а другой шарнирно связан с первым и подпружинен.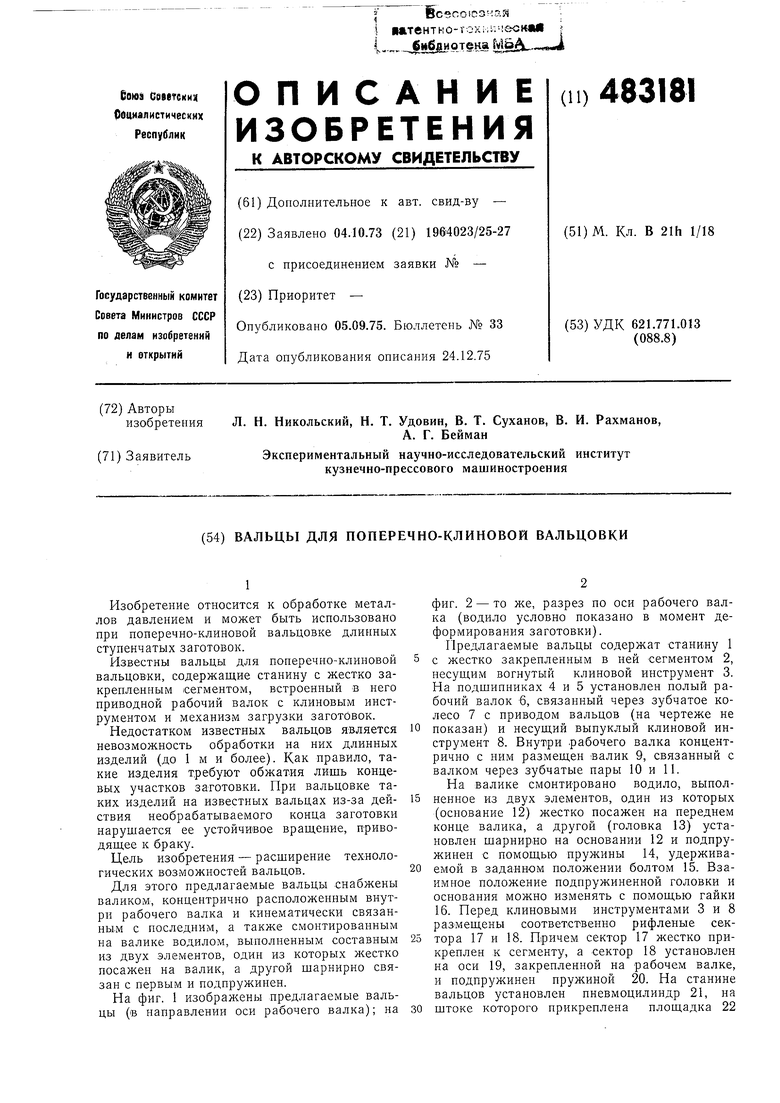
| название | год | авторы | номер документа |
|---|---|---|---|
| Вальцы для поперечно-клиновой вальцовки | 1977 |
|
SU679292A1 |
| Вальцы для поперечно-клиновой вальцовки | 1972 |
|
SU448674A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Устройство для обработки концов длинномерной заготовки | 1989 |
|
SU1738450A1 |
| Устройство для поперечно-клиновой прокатки | 1973 |
|
SU524590A1 |
| Устройство для поперечно-клиновой прокатки | 1974 |
|
SU535996A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| Устройство для загрузки заготовок в зону деформации | 1987 |
|
SU1524956A1 |