1
Изобретение относится к области трубопрокатного производства, в частности к профилю ручья валка стана периодической прокатки труб.
Известен ручей валка стана периодической прокатки труб, содержащий редуцирующую и обжимную зоны с перемнным, уменьшающимся по длине полукруглым поперечным сечением и калибрующую зону с постоянным по длине полукруглым поперечным сечением.
Формоизменение металла в известных ручьях сопровождается значительной неравномерностью деформации, что сказывается па точности геометрических размеров труб, а большая степень деформации в выпусках приводит к растрескиванию концов труб и приводит к увеличению расходного коэффициента металла.
Целью изобретения является повышение равномерности распределения деформации металла и повышение тем самым точности геометрических размеров прокатываемых труб.
Для достижения поставленной цели в предлагаемом ручье валка стана холодной периодической прокатки труб, содержащем редуцирующую и обжимную зоны с перемнным уменьшающимся по длине поперечным сечением, причем 1/3 обжимной зоны, примыкающая к калибрующей, имеет полукруглое поперечное сечение, а калибрующую зону с полукруглым, постоянным по длине поперечным сечением, поперечные сечения зоны редуцирования и 2/3 длины обжимной зоны выполнены в отличие от известного ручья валка в виде криволинейного многоугольника со скругленными верщинами.
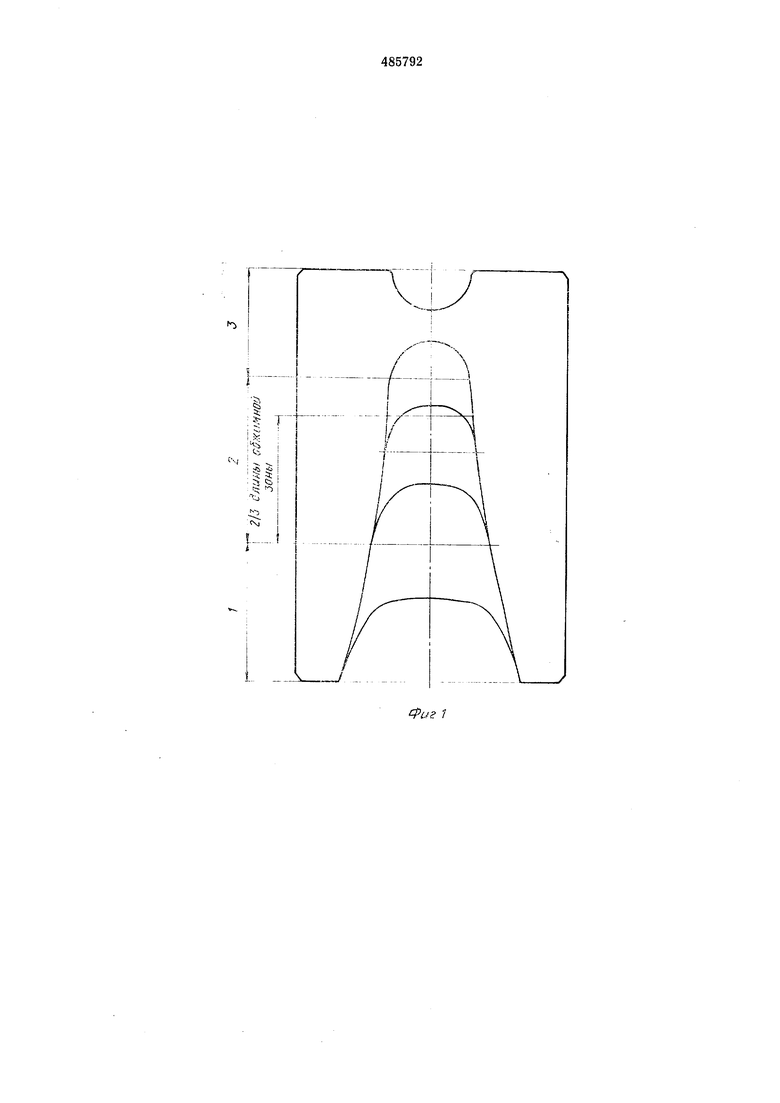
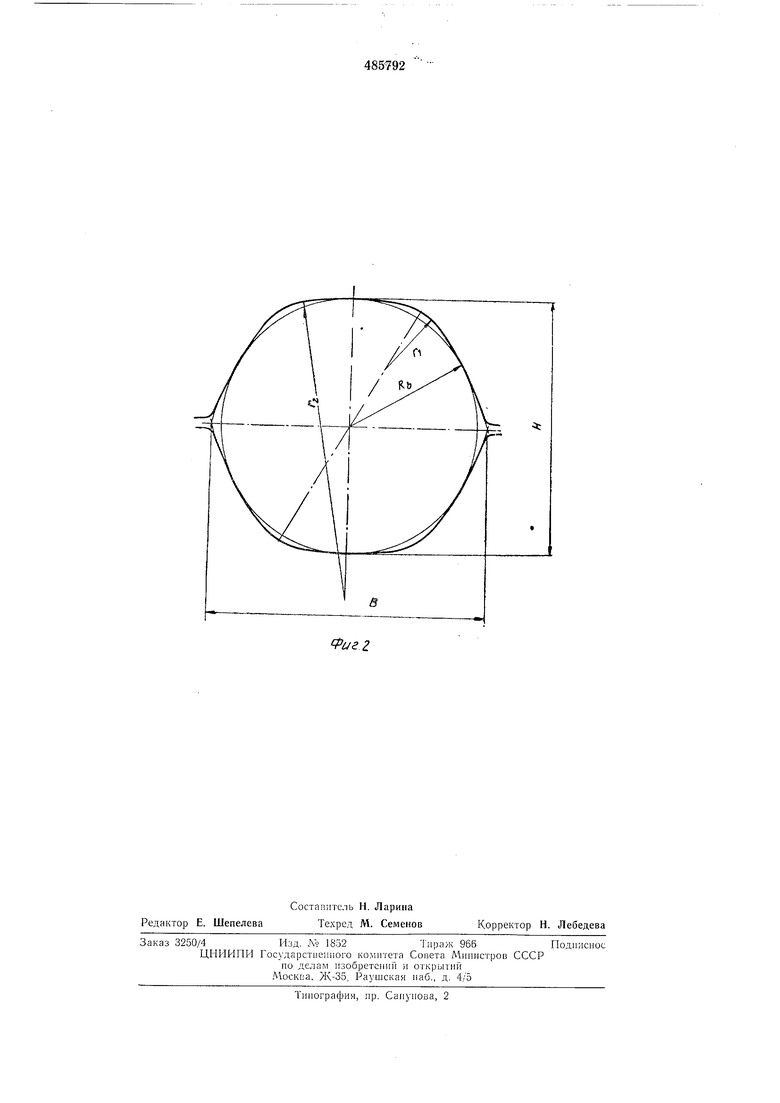
На фиг. 1 представлен описываемый ручей, общий вид; на фиг. 2 - поперечное сечепие калибра валка в редуцирующей и обжимной зонах.
Ручей валка разделен па зону 1 редуцирования, зону 2 обжатия и зону 3 калибрующую. Поперечные ссчепия зоны редуцирования и 2/3 обжимной зоны выполнены многоугольными со скругленными верщипами Г), с криволинейными сторонами, описанными радиусом г, и с периметром многоугольника, плавно уменьшающимся до полукруглого поперечного сечения с периметром, равным половиие периметра готовой трубы в калибрующей зоне ручья.
Построение профиля пары ручьев (фиг. 2) осуществляется, например, на базе правильного щестигранника с радиусом вписаппой окружности RB, равным половине высоты ручья Я. Величина радиуса сторон лежит в пределах 1,2 RB Г2 i 3 RB, а величипа радиуса сопряжения сторон лежит в пределах
0,3 Rs . ri . 0,9 RK для валков существующих станов холодной прокатки труб.
Центры радиусов Гг лежат на осях симметрии базового шестигранника, соединяющих центры его сторон, а центры радиусов Г лежат на осях симметрии, соединяющих его вершины.
Величина радиуса сторон ручья определяет его ширину В (развалку), а величина радиуса сопряжения сторон определяет степень его стесненности...;
В зоне редуцирования 1 наряду с деформацией по диаметру осуществляется заполнение скругленных вершин многоугольного профиля ручья металлом заготовки, глубина вреза которых выбиратся из условия их заполнения. В обжимной зоне, на 2/3 ее длины, осуществляется деформация металла на оправке (на чертеже не указана) и сопровождается равномерным распределением его относительно среднего диаметра трубы в каждом сечении очага. Ограничение распространения многоугольного профиля ручья в обжимной зоне вызвано необходимостью учета величины выдвижения оправки и деформации по стенке в конце обжимной зоны на длине, равной величине смещения металла за двойной ход клети.
Применение предлагаемого ручья позволяет существенно снизить степень неравномерности деформации металла, более равномерно распределить его по периметру трубы, что повышает точность геометрических размеров труб, возможность увеличения подачи.
Наличие «карманов радиуса Г дает возможность разгрузить зону выпусков, то есть уменьшить возможность растрескивания концов труб.
Предмет изобретения
Ручей валка стана периодической прокатки труб, включающий редуцирующую и обжимную зоны с переменным, уменьшающимся но длине поперечным сечением, причем 1/3 обжимной зоны, примыкающая к калибрующей, имеет полукруглое поперечное сечение, и калибрующую зону с постоянным по длине, полукруглым поперечным сечением, отличающийся тем, что, с целью повышения равномерности распределепия деформации металла и повышения тем самым точности геометрических размеров прокатываемых труб, ноперечные сечения зоны редуцирования и 2/3 длины обжимной зоны выполнены в виде криволинейного многоугольника со скругленными вершинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| Ручей пилигримового валка | 1981 |
|
SU1024129A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 1992 |
|
RU2006301C1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |