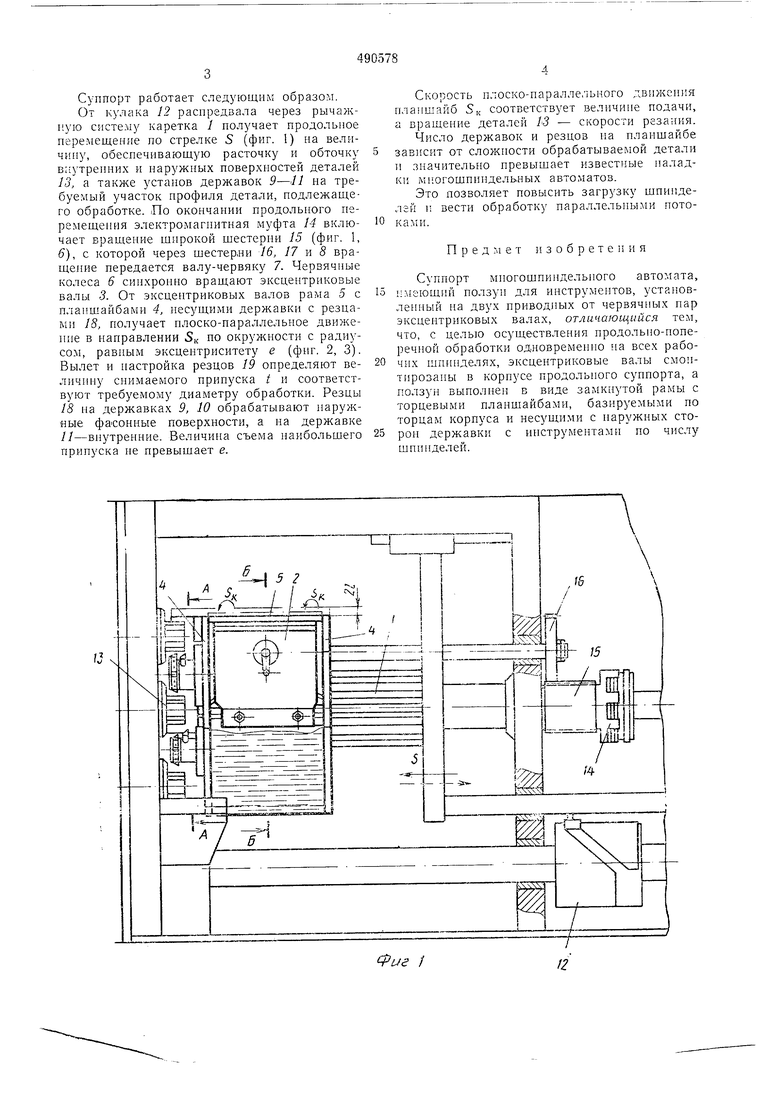
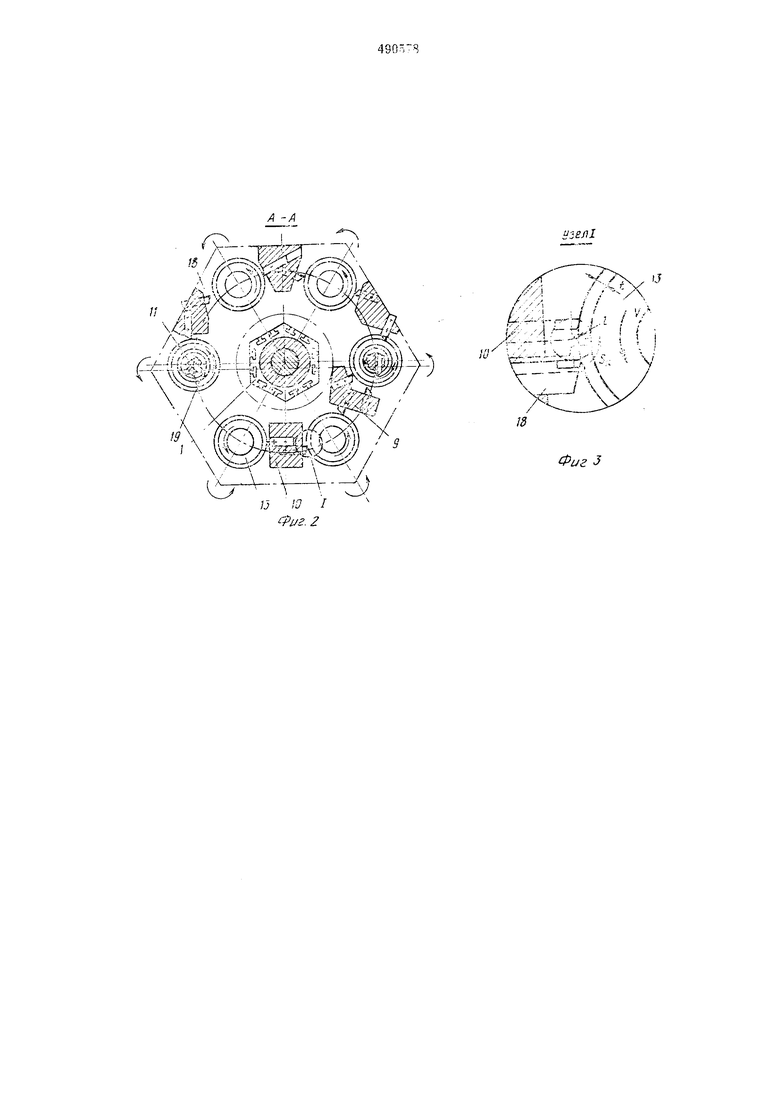
Суппорт работает следующим образом.
От кулака 12 распредвала через рычажную систему каретка 1 получает продольное перемещение по стрелке S (фиг. 1) на величину, обеспечивающую расточку и обточку внутренних и наружных поверхностей деталей 13, а также установ державок 9-.11 на требуемый участок профиля детали, подлежащего обработке. По окончании продольного перемещения электромагнитная муфта 14 включает вращение щирокой шестерни 15 (фиг. 1, 6), с которой через щестер,ни 16, 17 и 8 вращение передается валу-червяку 7. Червячные колеса 6 синхронно вращают эксцентриковые валы 3. От эксцентриковых валов рама 5 с планщайбами 4, несущими державки с резцами 18, получает плоско-параллельное движенне в направлении 5к по окружности с радиусом, равным эксцентриситету е (фиг. 2, 3). Вылет и настройка резцов 19 определяют величину снимаемого припуска / и соответствуют требуемому диаметру обработки. Резцы 18 на державках 9, 10 обрабатывают наружные фасонные поверхности, а на державке //-внутренние. Величина съема наибольшего припуска не превыщает е.
Скорость плоско-параллельного движения иланшайб SK соответствует величине подачи, а вращение деталей 13 - скорости резания.
Число державок и резцов на планщайбе зависит от сложности обрабатываемой детали и значительно нревыщает известные наладки мн.огощпиндельных автоматов.
Это позволяет повысить загрузку щпиг.делсй н вести обработку параллельными потоками.
Предмет изобретения
Суппорт многощпиндельного автомата, имеющий ползун для инструментов, установленный на двух приводных от червячных пар эксцептриковых валах, отличающийся тем, что, с целью осуществления продольно-поперечной обработки одновременно на всех рабочих шпинделях, эксцентриковые валы CMOIIтирозаны в корнусе продольпого суппорта, а ползун выполнен в виде замкнутой рамы с торцевыми планшайбами, базируемыми по торцам корпуса и несущими с наружных сторон державки с ииструментамн по числу шпинделей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга | 1990 |
|
SU1743710A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Станок для обработки торцовых поверхностей | 1977 |
|
SU738772A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЧНОСТИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 2007 |
|
RU2344918C1 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| Способ обработки деталей вращения и станок для его осуществления | 1986 |
|
SU1373475A1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| Станок для проточки канавок | 1980 |
|
SU965599A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ДЕТАЛИ | 1996 |
|
RU2111089C1 |

.-J7
Л i (
. 4щг
Щ т
(% felift
k s-v-v : :: .--rsT s , . .--r-:
x
/7
.
J
