на с приемным столом 29, посредством стенки 30, позволяя кассетам под собстзенным весом скользить вниз. Над транспортером возврата установлен .воздушный распылитель 31, питающийся от общей ппевмосети.
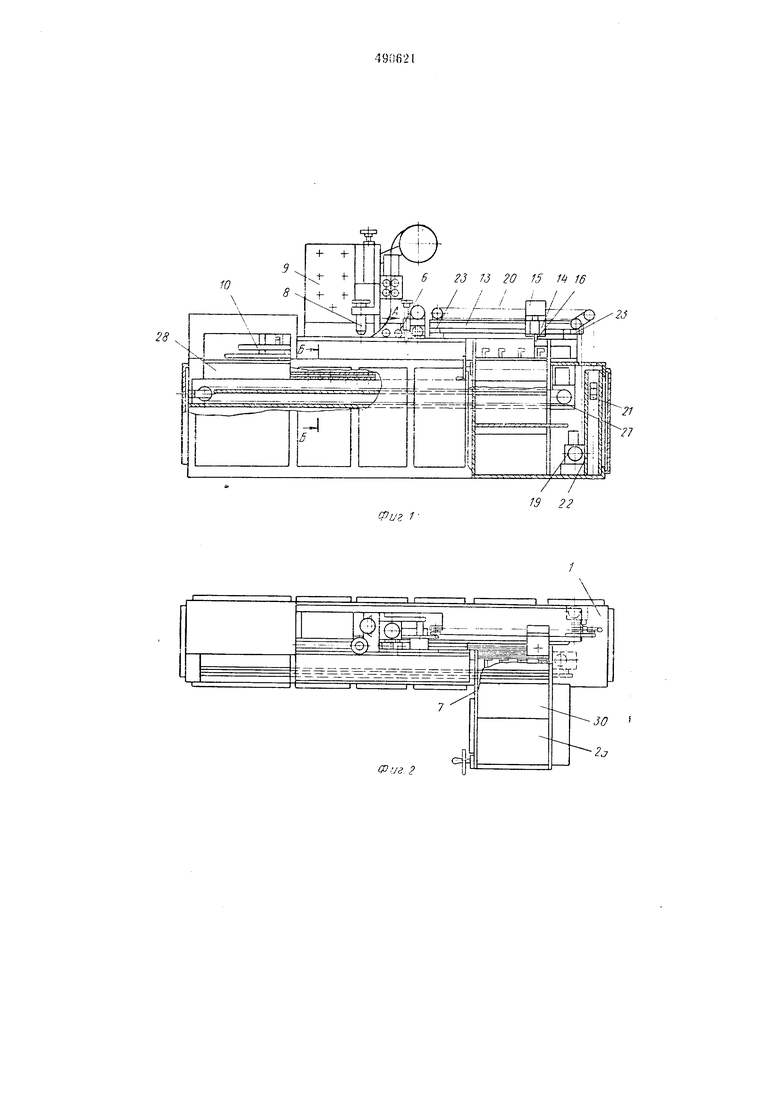
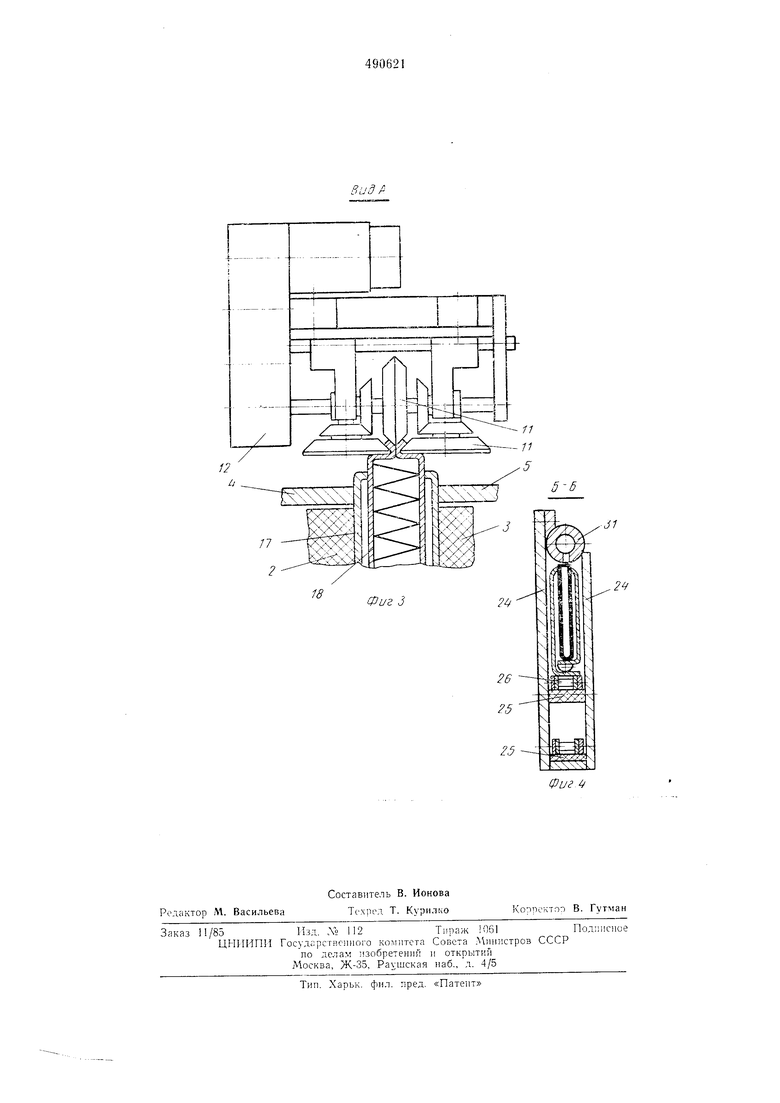
Устройство работает следуюп им образом. Заправленные в кассеты /7 свариваемые трубки 18 закладываются в питатель 7, откуда они при помощи упора 16, расположенного на каретке 14, перемещаемой по направляющей 13 грузами 21, подаются в ручей, где захватываются обрезиненными цепями 2 и и подаются под сварочную головку 8 для сварки. Каретка 14 нажимает на концевой выключатель 23, и он подает команду на включение электромагнита 15 для подъема упора 16, выключение электропривода 19 и его электромагнитной муфты. Каретка 14 после этого ускоренно перемещается пазад. В этот момент кассету, заряженную трубкой, ведут цепи 2 3. Каретка 14 при обратном движении нажимает на второй концевой выключатель 23, который подает команду на включение электромагнитной муфты и электродвигателя привода iff, а также на отключение электромагнита 15 упора 16, который опускается, захватывает другую кассету и ведет ее в ручей. Кромкой трубок во время прохождения под формующими роликами 11 получают необходимую V-образную разделку, в которую подается присадочная проволока. Кромки трубки и присадочная проволока, расплавляясь сварочной головкой 8, образуют прочноплотный шов. Движение трубки в ручье вверх ликвидируется при помощи жестких упоров 6. Сплавленные торцы трубок (верхняя их
часть) разрезаются отрезным механизмом 10 и кассеты со сваренными трубками по наклонному листу 28 ско,тьзят на цепь 26 транспортера.
Кассеты, поддерживаемые вертикальными планками 24, перемещаются цепью 26 подвоздушный распылитель, где охлаждаются до температуры окружающей среды. В конце пути, где со стороны наклонной стенки 30 нет планки 24, кассеты за счет неустойчивого вертикального положения опрокидываются и скользят по паклонной стенке 30 на приемиий стол 29, на котором сваренные трубки выHHMaiOT из кассет, заряжают их несваренными трубками и снова отправляют в питатель 7.
Управление и контроль за сварочным процессом осуществляется при помощи пульта управления 9. Устройство работает в автоматическом режиме.
Предмет изобретения
1.Устройство для сварки по авт. св. 331867, отличающееся тем, что, с целью повышения качества сварного Шва и увеличения производительности труда, оно снабжено смонтированными па станине формующими роликами, расположенными у входа в ручей, транспортером, расположенным под ручьем, а также паправляющей с кареткой и приводом ее перемещепия, зстановленной под ручьем.
2.Устройство по п. 1, отличающееся тем, что каретка выполнена с управляемым упором и соединена с приводом гибкой связью.
Г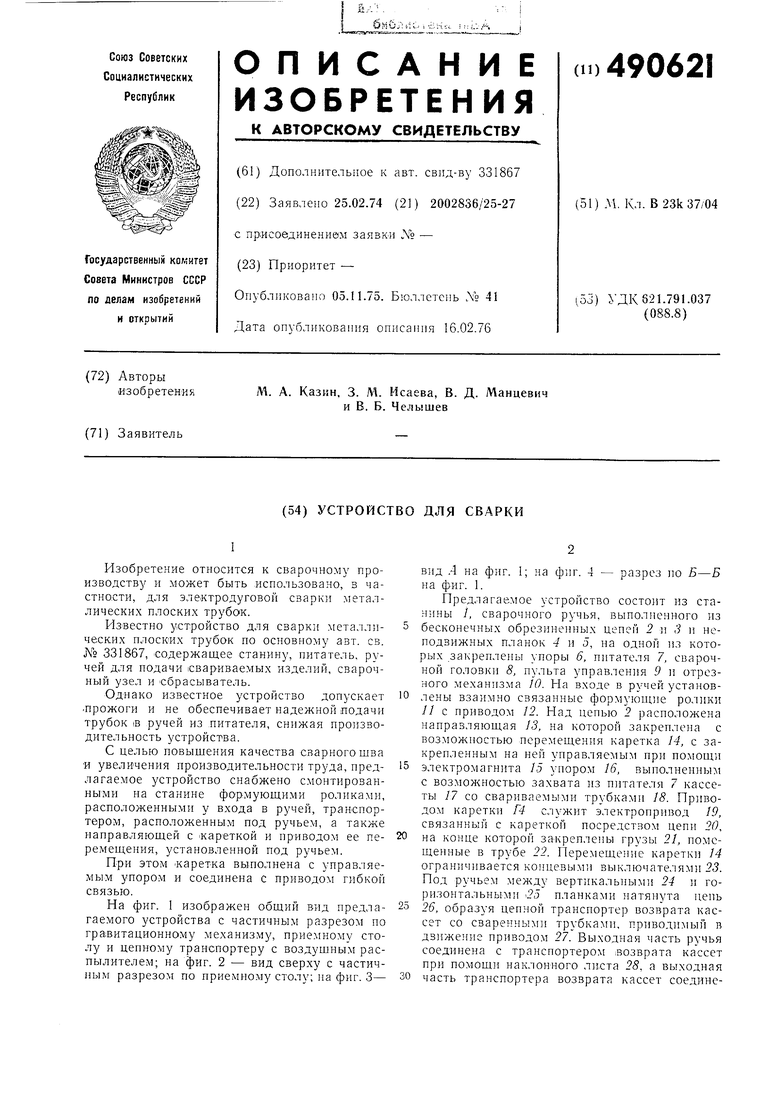
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки плоских трубок | 1979 |
|
SU804319A1 |
| БИБЛИОТЕКА { | 1972 |
|
SU331867A1 |
| Электроконтактная сварочная машина для восстановления и упрочнения деталей | 1989 |
|
SU1703332A1 |
| Установка для автоматической сварки тулеек лопат | 1973 |
|
SU476954A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Автоматическая линия для упаковывания электрических ламп | 1987 |
|
SU1620371A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 1966 |
|
SU182267A1 |
| Поточная линия для заневоливания пружин в кассетах с крышками | 1980 |
|
SU961829A1 |