Во время переходного процесса, обуо- г ловленного ступенчатым уменьшением Ло нуля скорости суппорта поперечной пере рачи.ч измеряют время, в течение которого мощность шлифования уменьшается в i раз, где I - основание натуральных логарифмов, и по полученной величине определяют величину упругой деформации для заданного значения скорости съема металпа.
При использовании этого способа не требуется оснащения станков измерительной аппаратурой и встройки в конструктивные узлы системы СПИД чувствительных эл&ментов измерительных устройств.
На фиг, 1 дан график изменения скорости суппорт V в функции времени t ; ; на фиг. 2 - график изменения скорости съема металла Уя в функции времени
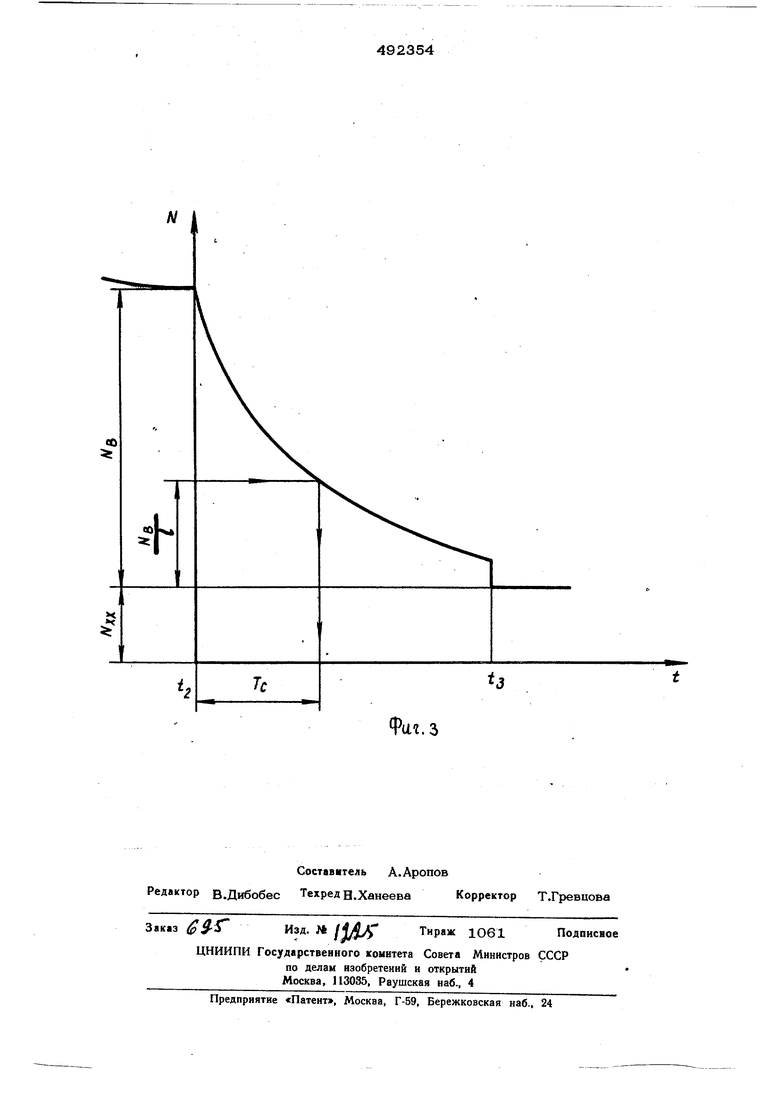
; на фиг, 3 - диаграм: а изменения, мощности Н;а этапе выхаживания в функции времени.
В настоящее время практически на всех отечественных и зарубежных шлифовальных танках процесс обработки в едется по ступенчатому циклу изменения скорости суппорта поперечной подачи (фиг. 1), состоящего из следующих этапов:
1)черновое шлифование со скоростью V с ч в интервале времени О- fc ;
2)чистовое шлифование со скоростью
V
t
в интервале
2
V -О
3) естественное выхаживание ( 5
2- 3 в интервале времени Ь„ - t При этом скорость съема металла V изменяется в функции времени в COOTSветствии с графиком, представленным на
фиг. 2, В интервале t Q последни
i о
представляет собой экспоненциальную кривую, посколько величины У, к У свяу с
заны между собой дифференциальным уравнением первого порядка;
. , (1)
с
где 1 - коэффициент передачи, а Т Сс
постоянная времени системы СПИД.
Величина Т зависит от упругих свойств системы СПИ/Г и связана с текущей упругой деформацией jj зоне резания | соотношением:
,
(2)
С
Те
Таким образом, зная
можно определить S
уо для каждого заданного значения У . , Величину Т монсно найти. ;
на основании свойства экспоненциальной
кривой, состоящего в том, что -величина Т численно равна такому интервалу времени, в течение которого измен)Е1Ющаяся по этой кривой величина уменьшается в t
раз по сравнению со своим начальным значением, где I у 2,72 - основание натурального логарифма. Такой величиной является мощность шлифования Ц , прямопропорциональная скорости съема металла
Vo ,
Постоянную времени системы СПИД измеряют следующим образом, С помощью датчика мощности, например. . самопишущего ваттметра, записьшают иаграмму изменения мощности N , потребляемойi
двигателем шлифовального круга, в функции времени i на этапе выхаживания, которая представлена на фиг, 3, Затем, откладывают на оси N от уровня мощности холостого хода двигателя Ny,, отр&и на оси времени t
зок, равный
находят, как показано на фиг. 3, соответ ,
ствующий ему отрезок времени, равный Т ,
с
Ф
рмула изобретения
Способ определения упругой деформации системы СПИД шлифовального станка, о т личающийся тем, что, с целью определения полной упругой деформации системы СПИД непосредственно в зоне резания, во время переходного процесса, обусловленного ступенчатым уменьшением I до нуля скорости суппорта поперечной подачи, измеряют интервал времени, в . чение которого мощность шлифования уменьшается в t раз, где I - основание натуральных логарифмов, и по полученной величине определяют величину упругой деформации для заданного значения скорости съема . металла.
ta
fui г
Фаг.з
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| Способ автоматического управления процессом врезного шлифования | 1981 |
|
SU952555A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Способ плоского шлифования | 1976 |
|
SU677883A1 |
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |