1
Изобретение относится к области обработки металлов давлением и может быть использовано в цехах для нрокатки ленты при транспортировке рулонов.
Известен конвейер к прокатному стану, содержащий прямолинейные и криволинейный участки, образованный несколькими рядами параллельно расположенных цепей с приводными и ненриводными звездочками.
Однако в таком конвейере все цепи находятся на одном уровне, а так как скорости крайних средних цепей различны, то рулон может проскальзывать по цепям конвейера, что приводит к порче торца рулона.
С целью исключения повреждений транспортируемых рулонов в предлагаемом конвейере звенья цепей, расположенных в двух крайних рядах на прямолинейных участках, занижены по отношению к звеньям прямолинейных участков цепей средних рядов. Шарнирное соединение звеньев цепи выполнено в виде валика, установленного в сферическом роликоподшипнике.
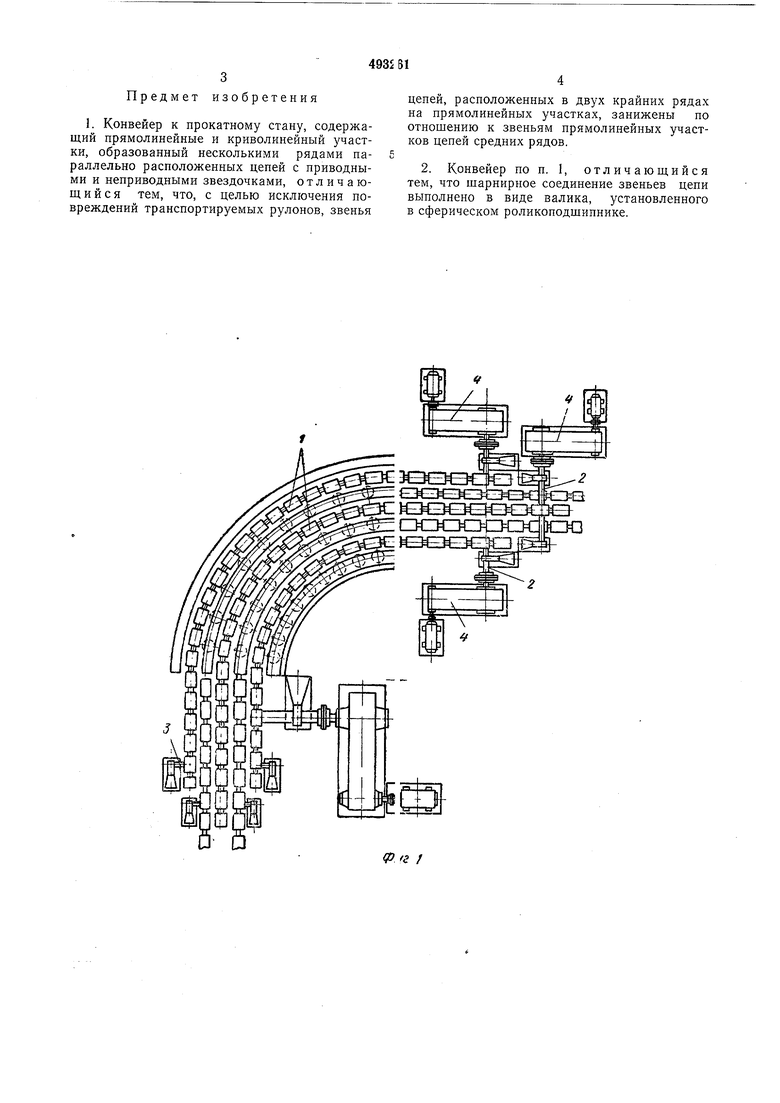
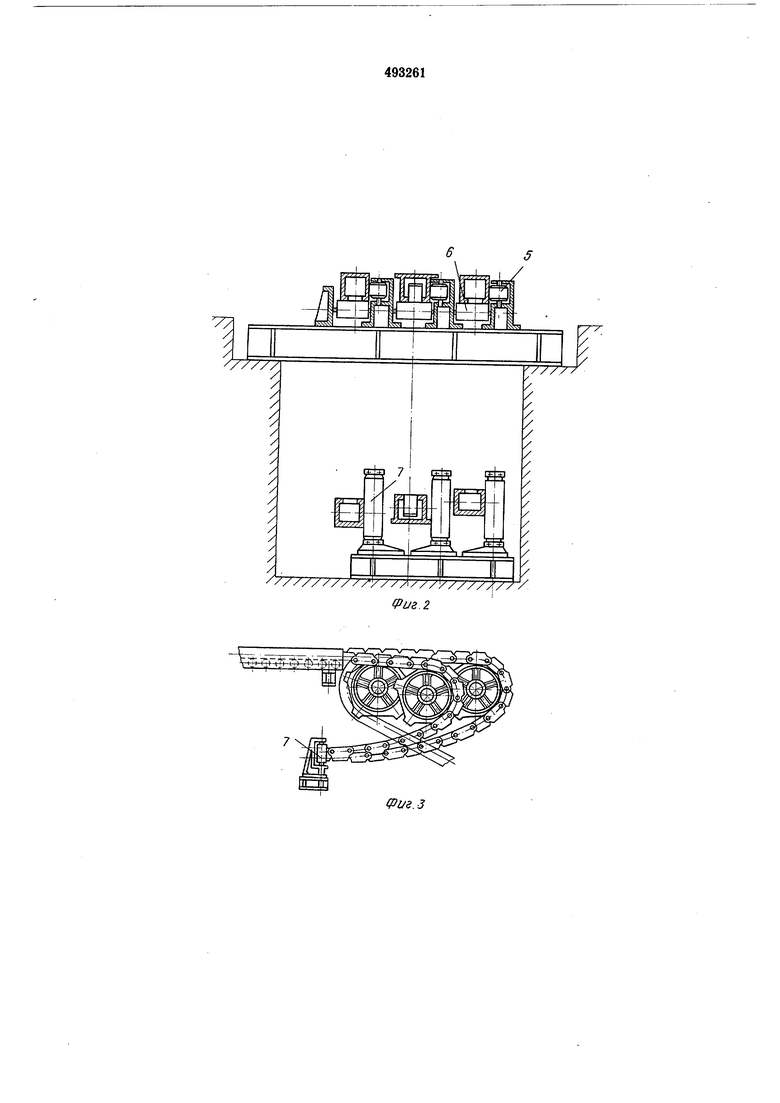
На фиг. 1 представлен конвейер с тремя рядами цепей; на фиг. 2 - конвейер в поперечном разрезе; на фиг. 3 - конвейер в продольном разрезе; на фиг. 4 - разре по шарниру цепи.
Конвейер состоит из цепей 1, расположенных тремя рядами с параллельными прямолинейными и криволинейными участками, приводных 2 и неприводных 3 звездочек, привода 4 каждой цепи, вертикальных 5 и горизонтальных 6 роликов, обеспечиваюш,их траекторию изгиба рабочих ветвей цепей, и вертикальных роликов 7, обеспечивающих по дуге поворота изгиб холостых ветвей цепей. Цепь 1 содержит (фиг. 4) наружное 8 и внутреннее 9 звенья, валик 10 со сферическим роликоподщипником 11, дистанционные 12 и пружинные 13 кольца.
Конвейер работает следующим образом. Рулон с прямого участка конвейера попадает на среднюю цепь конвейера, имеющую
скорость, равную скорости движения рулона, при этом крайние цепи занижены на прямом участке конвейера по отношению к средней цепи. Так как скорость крайних цепей отличается от скорости средней цепи на прямом
участке конвейера, то рулон не проскальзывает по этим цепям. На радиусном участке все цепи находятся на одном уровне, а так как скорости цепей пропорциональны радиусам поворота каждой цепи, то рулон на этом
отрезке конвейера не проскальзывает.
При выходе рулона опять на прямой участок боковые цепи занижаются по отношению к средней цепи, скорость которой согласована со следующей секцией конвейера.
Предмет изобретения
1. Конвейер к прокатному стану, содержащий прямолинейные и криволинейный участки, образованный несколькими рядами параллельно расположенных цепей с приводными и неприводными звездочками, отличающийся тем, что, с целью исключения повреждений транспортируемых рулонов, звенья
4
цепей, расположенных в двух крайних рядах на прямолинейных участках, занижены по отнощению к звеньям прямолинейных участков цепей средних рядов.
2. Конвейер по п. 1, отличающийся тем, что шарнирное соединение звеньев цепи выполнено в виде валика, установленного в сферическом роликоподшипнике.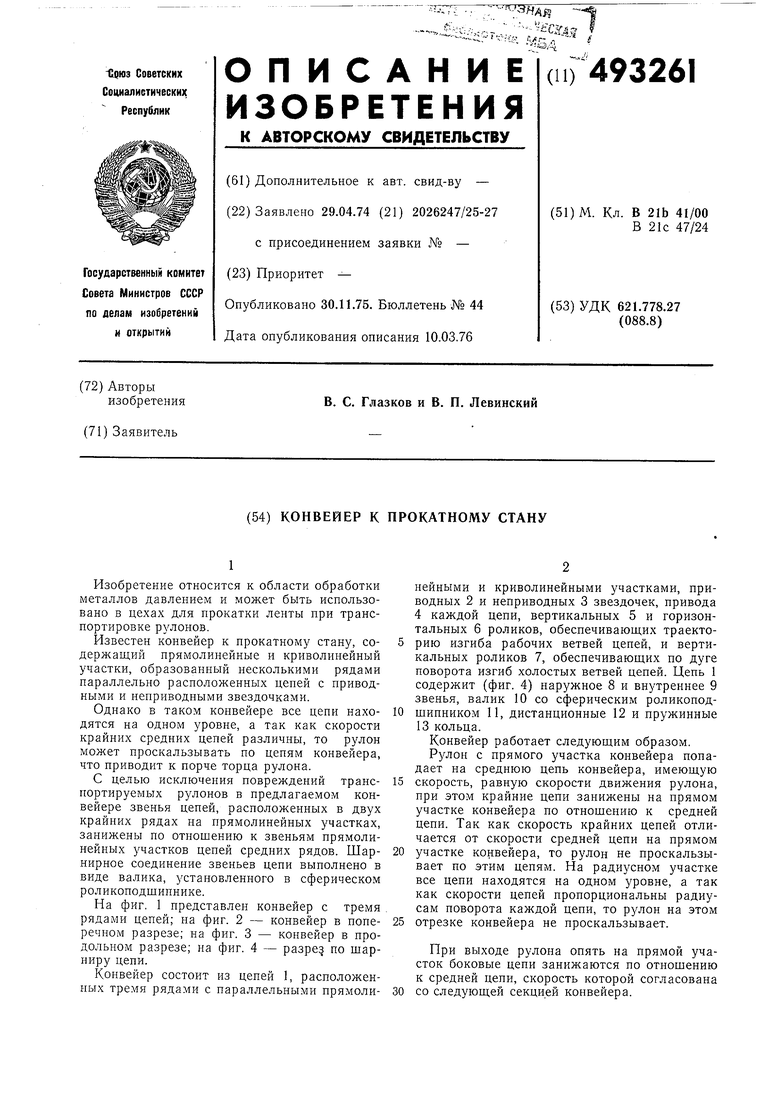
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изгиба става ленточного конвейера | 1974 |
|
SU527352A1 |
| Устройство для заправки полосы в валки прокатной клети | 1991 |
|
SU1784319A1 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2004 |
|
RU2270067C1 |
| Установка для правки полос | 1975 |
|
SU596325A1 |
| ПЛАСТИНЧАТЫЙ КОНВЕЙЕР ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ, ЯЧЕЙКА ПЛАСТИНЧАТОГО КОНВЕЙЕРА И ГРУЗОНЕСУЩИЙ ЛОТОК ПЛАСТИНЧАТОГО КОНВЕЙЕРА | 2011 |
|
RU2483013C2 |
| Ленточный конвейер | 1990 |
|
SU1795952A3 |
| Устройство для отгибки и задачи переднего конца полосы | 1977 |
|
SU759173A1 |
| Рабочий орган скребкового конвейера | 1978 |
|
SU765138A1 |
| Обводная направляющая проводка прокатной клети полосового прокатного стана | 1989 |
|
SU1731325A1 |
| Скребковый конвейер с вертикальным участком транспортирования | 1990 |
|
SU1756235A1 |
Ф г /
Vtii Ч У ч
Фиг.
