1
Изобретешгс OT:IOCHTCH к устройствам для сваркн пластмасс, в частности термопластов.
Известны устройства для сварки пластмасс, в которых сварку осуществляют нагретым до вязкотекуаего состояния присадочным материалом, включающие головку, содержащую корпус с наконечников., имеющим отверстие для выхода расплазза термопласта.
Однако в известных устройствах наконечник головки имеет отверстие круглого сечения, что не обеспечивает получения качественного сварного щва сложной конфигурации; требуется тщательная подгонка свариваемых деталей и трудно обеспечить равномерный зазор между свариваемыми деталями.
Цель данного изобретения - устрапеппе от.меченных недостатков.
Головка, выполненная согласно изобретению, отличается от известных тем, что отверстие наконечника для выхода расплава термонласта вынолнено щелеобразной формы с выступом, обращенным к месту стыка сварнваемых деталей.
Такое выполпение головки повысит KaiecT30 сварного шва..
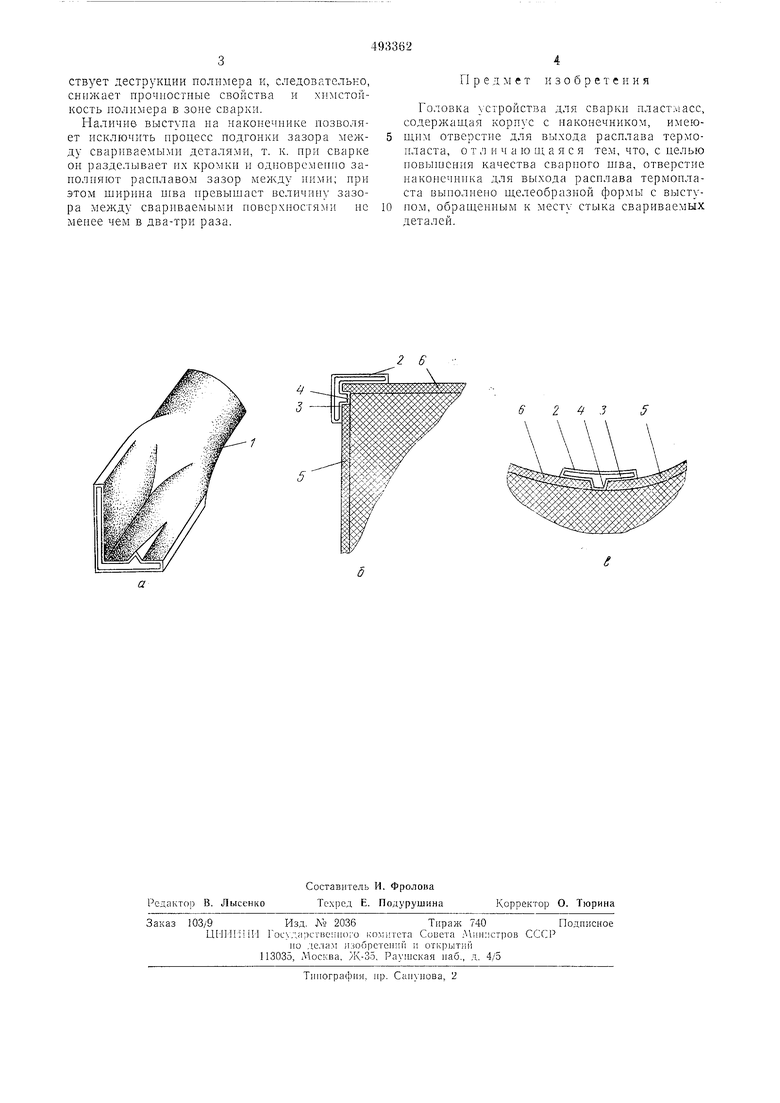
На чертеже показана описываемая головка; а - вид; б и в-сечения возможных варнаитов головки.
Головка содержит корпус 1, переходя ций в паконечник, выполненный из двух параллельных пластин 2 н 3, соединенных по боковым сторонам, образующих отверстие для выхода расплава щелевидной формы, причем пластина 3 имеет выступ 4, обращенный к л;есту стыка свариваемых листов 5 и 6.
Сварка с помощью описываемого устройства осуществляется следующим образом.
Головку закрепляют в устройстве для сварки пластмасс, включают обогрев. Выступ 4 наконечника помещают между свариваемыми листами 5 и 6. При движении наконечника вдоль зазора между листами выступ и грани пластин 2 и 3 расплавляют свариваемые листы, на которые одновременно наносится расплав термопласта, поступающего 3 отверстия наконечника.
Выполнение головки согласно )зобретению позволяет увеличить поверхность разогрева свариваемых деталей и величину полезной площадп сварного щва, за счет чего достигается увеличение прочпости сварного шва на 20-25%. Кроме того, продолжительность процесса сварки сложпой конструкции сокращасгся не менее чем в два раза, вследствие того что для сваркн деталей достаточно однократное наложение сварного щва. Благодаря С111жению кратности нанесения сварных швов достигается также увеличение их прочности, так как многократное наложение щва способствует деструкции полимера к, следовательно, снижает прочиоетные свойства и химстойкость полимера в зоне сварки.
Наличие- выступа иа наконечнике позволяет исключить процесс подгонки зазора между свариваемыми деталями, т. к. при сварке он разделывает пх кромкп и одповремегпю заполняют расплавом зазор между ними; при этом ширина превышает величипу зазора между свариваемыми поверхностями не менее чем в два-три раза.
4
П р е д м е т и з о б р е т е н и я
Головка устройства для сварки пластмасс, содержащая корпус с наконечником, имеющим отверстие для выхода расплава термонласта, о т л и ч а ю щ а я с я тем, что, с целью повышения качества сварного П1ва, отверстие наконечника для выхода расплава термопласта выполнено щелеобразной формы е выступом, обращенным к месту стыка свариваемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой сварки термопластов | 1979 |
|
SU856829A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Устройство для контактной сварки термопластов | 1984 |
|
SU1331658A1 |
| Устройство для сварки полимерных материалов газообразным теплоносителем | 1985 |
|
SU1255452A1 |
| Устройство для ультразвуковойСВАРКи ТЕРМОплАСТОВ | 1979 |
|
SU835791A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
| Устройство для сварки термопластов | 1980 |
|
SU891458A2 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2109634C1 |
5
5
