- , ; . . ,, , .
i Изобретение относится к устройствам для измерения аякеКкых размеров и можетиспользоваться на двухсторЬниих торцёшя фовальнь1х станках для автоматической подгнападки шлифовальных кругов.
Известно устройство активного контроля для измерения двух поверхностей сеталн :относительно обшей базы и обрабатываемых одновременно двумя инструментами. 1Измер1ение производят с помощыо двух не i зависимых измерительньОс устройств, при
достижении заданного размера одной из
поверхностей, по команде соответствую- |шего измерительного устройства прекра- 1шают ее обработку, обработку второй поверхности продолжают до получения мини- мальной разности обрабатываемых поверх; костей по сигналу, получаемому от устройства сравнения.
; Недостатком этого устройства являет- ся то, что погрешности двух измерительных систем оказывают влияние на точность I измерения.
i Цель изобретения - повышение точдос тн обработки изделия.
Это достигается тем, что прибор снабжен сумматором, присоединенным к измерительным головкам параллельно с элементом сравнения, причем пневмоэлектропре- образователь соединен через cyNfMaTOp с измерительными головками по дифферении- алычой схеме.
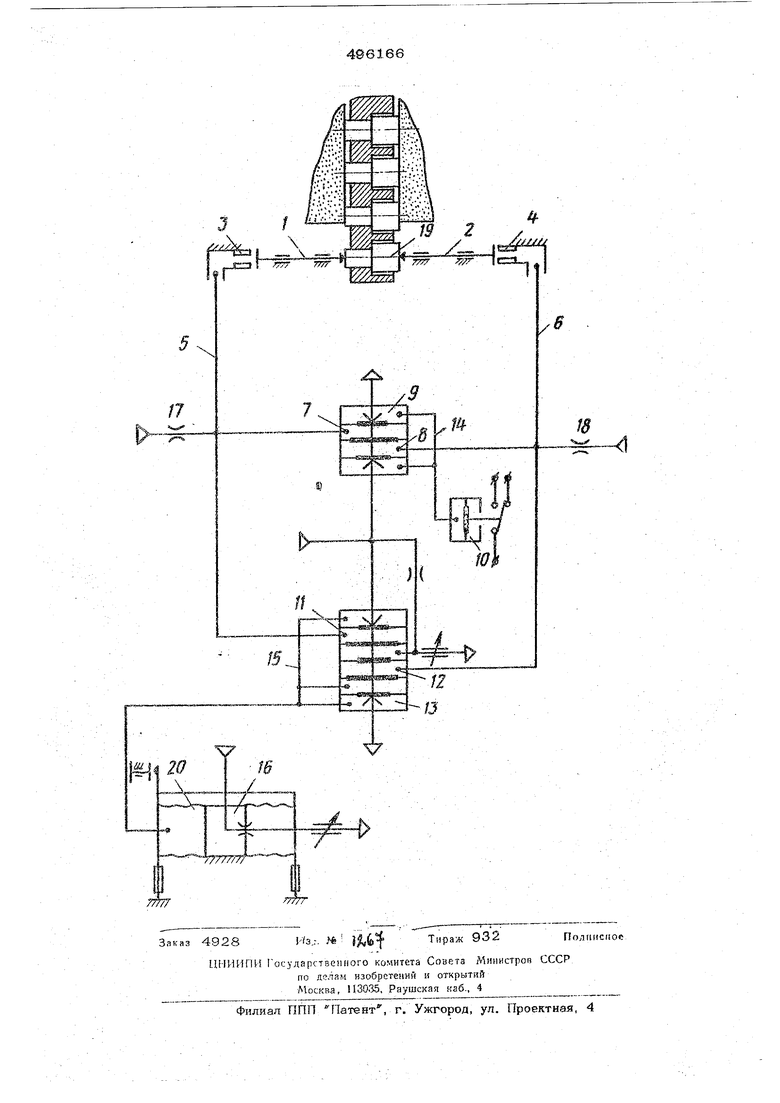
Изобретение поясняется чертежом. Прибор имеет две измерительные головки, содержащие каретки 1 и 2 и измерительные сопла 3 и 4, соединенные пневматическими ветвями 5 и 6 с входами 7 и 8 трехмембранного элемента сравнения 9 и мембранного микропереключателя 10, а также с входами 11 и 12 пятимембршшого сумматора 13. Элемент сравнения 9 соединен с микропереключателем Ю ветвью 14, а выходная ветвь 15 сумматора 13 - с сильфонным пневмоэлектропреобразователем 16, Стабилизированный по давлению воздух поступает через входные сопла 17 и 18 к измерительным соплам 3 и 4, а также к входам питания элемента сравнения 9, сумматора 13 и пневмо- электропреобразователя 16. Закрепленные -3 .в барабшзы детали 19 из эокы шлифования поступают на измер1ггеяы-:у:о позишоо. Да-«« Бленке S нэмеритеяьной вет-ви 5 нропорци- энвльно рассгошгшо-.от левого , обработан - ного, ториа дбТ1али до жесткой базы, на ; , (raiiaHbi станка, а давление в иэ мерительной ввкэа 6 1Т 5опор1щонально расе1Гойняю от правого торца детали до той .же базы. В элементе 9 эти давления сравяшакярся к в зависимости от тог, sa Sioe из давлений богьше, микрогзереключам тель 10 вкл1о«ген ЕЛИ отключен, Давление в выходной ветзи 15 сумма- рора IS nposTopiiHOHa ribHo расстояншо между обработь..1шыми ториами детали,- Это дав лен.ие поступает а измерительную камеру 20 ш-ювкоапектропреобразователя 16 В процессе шпифования деталей, вслед. ст-вие деодинакового износа, круглое, равен ство давлений в иамеритеггьных ветвях 5 и 6, установленное при настройке прибора, нарушается. В зависимости от того, какой круг наносился больше, микроперек-гночатель 10 находится so вк-лючеююм или от 5с,,нвом состоянии. Когда расстояние ыежяу обработелными торцами деташ дг. сгйгнет контрольного подналадочного пре« дела, давление в камере 20 возрастет и контакт пневмоэлектропреобразоватеяя 16 замкнется. В эпектросхему станка поступит команда на подналадку. Если микропереклю™ чатель 10 включен, что соответствует боль- шему износу правого шлифовального круга, то команда поступит на механизм подачи правой шлифовальной бабки, а если микро-; переключатель 10 отключен, что соответ ствует большему износу левого кр.уга, то команда поступает на механизм подачи шлифовальной бабки. Формула и .3 о б р е т е н JJ я Измерительный прибор к двухсторонне-- му торцешяифовальному .станку, содержа щий две измерительные головкк, контрош руюшие расстояние обработанных торнов детали до жесткой базы, элемент сравнешш и аневмоэлектропреобразователь, о т л и ч а ю ш и и,с я тем, что, с целью поаы. шения точности обработки деталей, он снаб жен сумматором, присоединенным к измерИ тельным головкам параллельно с элементом сравнения, причем га евмоэлектропреобразо- ватель соедилен через сумматор с измери тельными головками по днфферерщналыюй схеме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический прибор для контроля изделий в процессе их обработки | 1971 |
|
SU372884A1 |
| Бесконтактный пневматический прибор для измерения перемещений | 1975 |
|
SU534647A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Способ управления внутришлифовальным станком | 1982 |
|
SU1071414A2 |
| Устройство для контроля положения шлифовального круга станка | 1987 |
|
SU1421505A1 |
| Система управления приводом прибора активного контроля размеров | 1982 |
|
SU1071413A1 |
| Прибор для измерения глубоких отверстий | 1976 |
|
SU607724A1 |
| Способ управления процессом врезного шлифования | 1982 |
|
SU1144858A1 |
| Измерительное устройство для управления движением шлифовальной бабки круглошлифовального станка | 1959 |
|
SU123423A1 |
| Пневматический прибор для активного контроля линейных размеров | 1973 |
|
SU436730A1 |