1
Изобретение относится к электротехнической промышленности .
Известно устройство для сварки проводов, содержащее сварочную головку с угольными электродами, закрепленными в державках, механизм захвата и подачи изделия, механизм перемещения сварочной головки.
Однако известное устройство имеет сложную конструкцию и не обеспечивает достаточно высокое качество сварки.
Цель изобретения - повышение качества сварки и упрощение оборудования.
Для этого в предлагаемом устройстве на рабочей части стержневого угольного электрода выполнен скос, и угольные электроды закреплены в державках, установленных с возможностью перемещения по направляющим в горизонтальной плоскости, перпендикулярно свариваемым проводам.
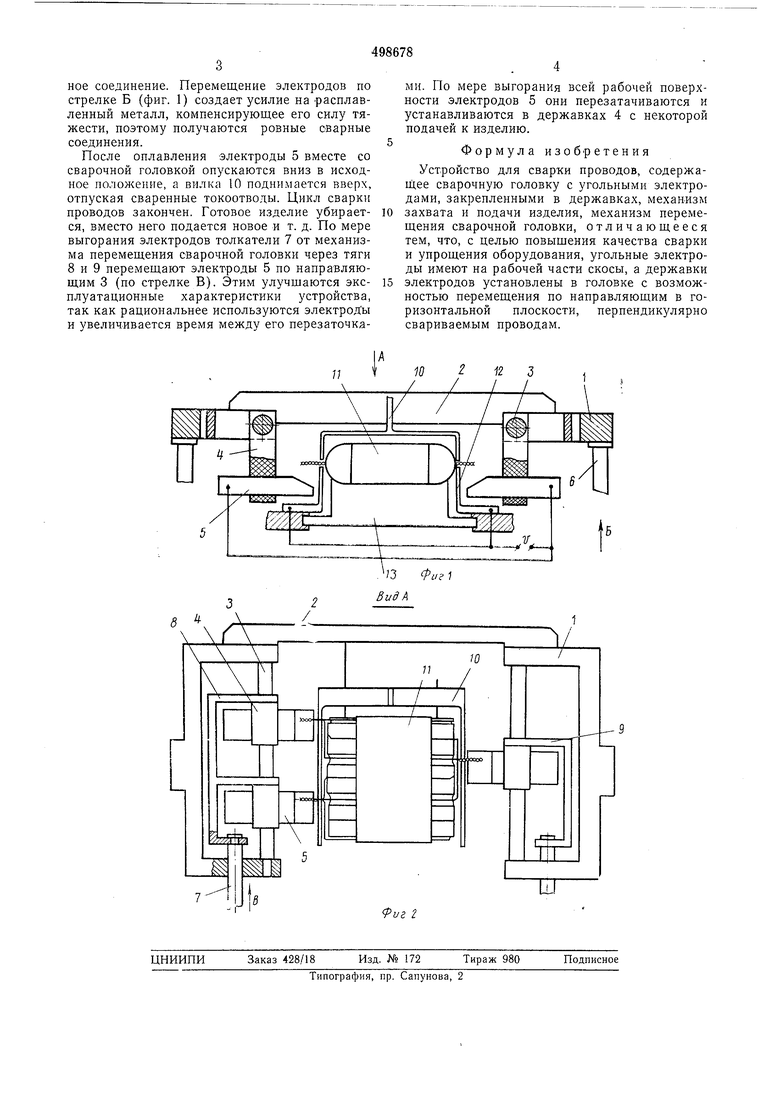
На фиг. 1 изображено устройство для сварки ироводов; на фиг. 2 - вид по стрелке А на фиг. 1.
Устройство для сварки проводов состоит из сварочной головки, механиз1ма захвата изделия, механизма подачи изделия, механизма перемещения сварочной головки.
Одним из основных узлов устройства является сварочная головка, которая состоит из кронштейнов 1, соединенных планкой 2, в которых закреплены направляющие 3, державок
4, имеющих возможность перемещения по направляющим 3, угольных электродов 5, вставленных в державки 4. Рабочее перемещение сварочной головки
осуществляется через толкатели 6, а продольное перемещение угольных электродов - через толкатели 7 с помощью тяг 8 и 9.
Механизм захвата изделия состоит из вилки 10 для прижатия скрученных токоотводов изделия 11 к направляющим 12 и поддона 13. Напряжение подводится к угольным электродам 5 и направляющим 12. Механизм подачи изделия, механизм перемещения сварочной головки, а также привод и кинематическая связь
привода с механизмами предлагаемого устройства условно не показаны. Устройство работает следующим образом. Изделие 11 на поддоне 13 подается в зону сварки токоотводов. Вилка 10, опускаясь, прижимает скрученные токоотводы изделия к жестко закрепленным направляющим 12. Кронштейны 1 сварочной головки поднимаются вверх от механизма перемещения сварочной головки через толкатели 6, и угольные электроды 5
сваривают скрученные токоотводы. Сварка происходит в два этапа. На скосе угольного электрода контактно-дуговым разогревом оплавляется нужный объем металла, а затем от рабочей торцовой поверхности, параллельной
перемещению, за счет дуги формируется свар
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подвода конца токоотвода к клеммной панели первичной батареи галетного типа | 1974 |
|
SU519798A1 |
| Устройство для приварки токоотвода | 1973 |
|
SU488673A1 |
| Установка для дуговой сварки | 1979 |
|
SU837692A1 |
| Устройство для приварки проволоки к изделию | 1975 |
|
SU604643A1 |
| Устройство для контактной точеч-НОй СВАРКи | 1977 |
|
SU795812A1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| Устройство для коммутации токоотводов химического источника тока | 1975 |
|
SU616668A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2007 |
|
RU2376115C2 |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| Механизм автоматической сварки пистона с траверзой анода к полуавтоматической линии сборки пакетов радиоламп | 1975 |
|
SU606176A1 |
