(54) РЕЗЦОВАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая зуборезная головка | 1979 |
|
SU891280A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| Устройство для заточки резцовой головки | 1980 |
|
SU948284A3 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1971 |
|
SU427792A1 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Трехсторонняя зуборезная головка для обработки гипоидных и конических колес с круговым зубом | 1980 |
|
SU904929A1 |
| Механизм поддерживающих роликов бесцентрово-токарного станка | 1986 |
|
SU1360904A1 |
| Резцовая головка | 1975 |
|
SU524627A1 |
Изобретение относится к области металлообработки.
Известны дисковые резцовые головки для зуборезиых станков, у которых между двумя резцами установлена клииовая распорная пластинка, закрепленная в иазу корпуса при помощи винта.
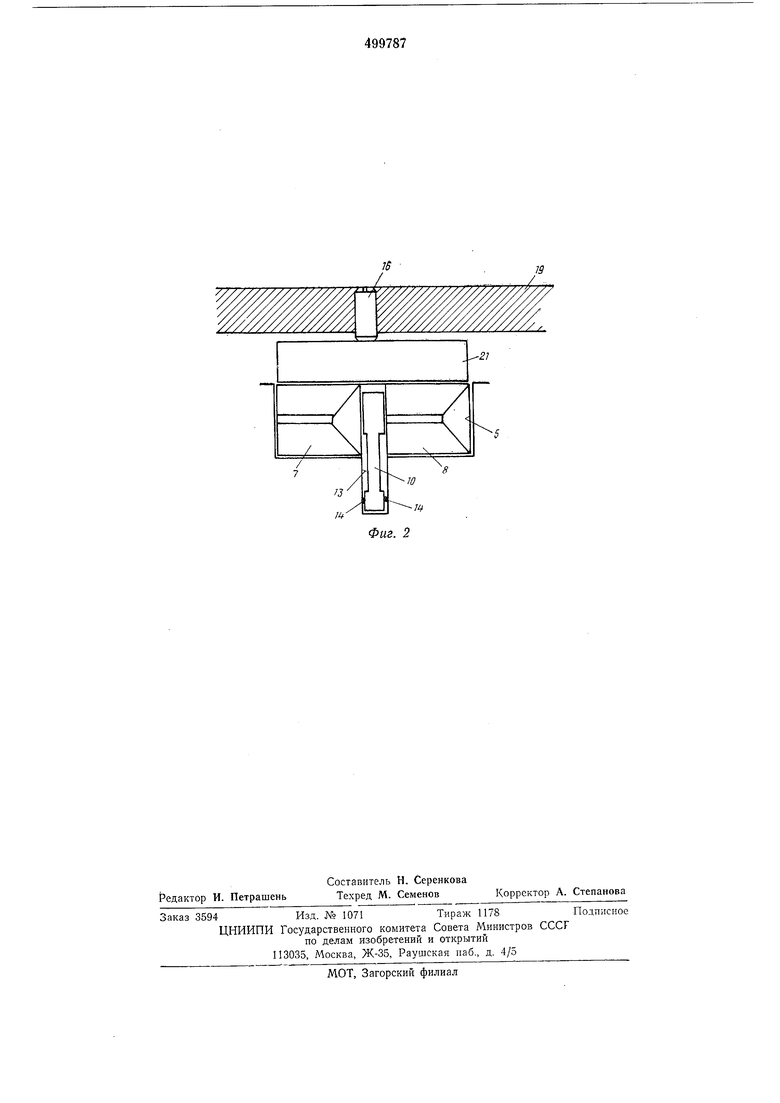
Предлагаемая головка отличается от известных тем, что пластинка закреплена в пазу корпуса консольно посредством сварки, например, точечной.
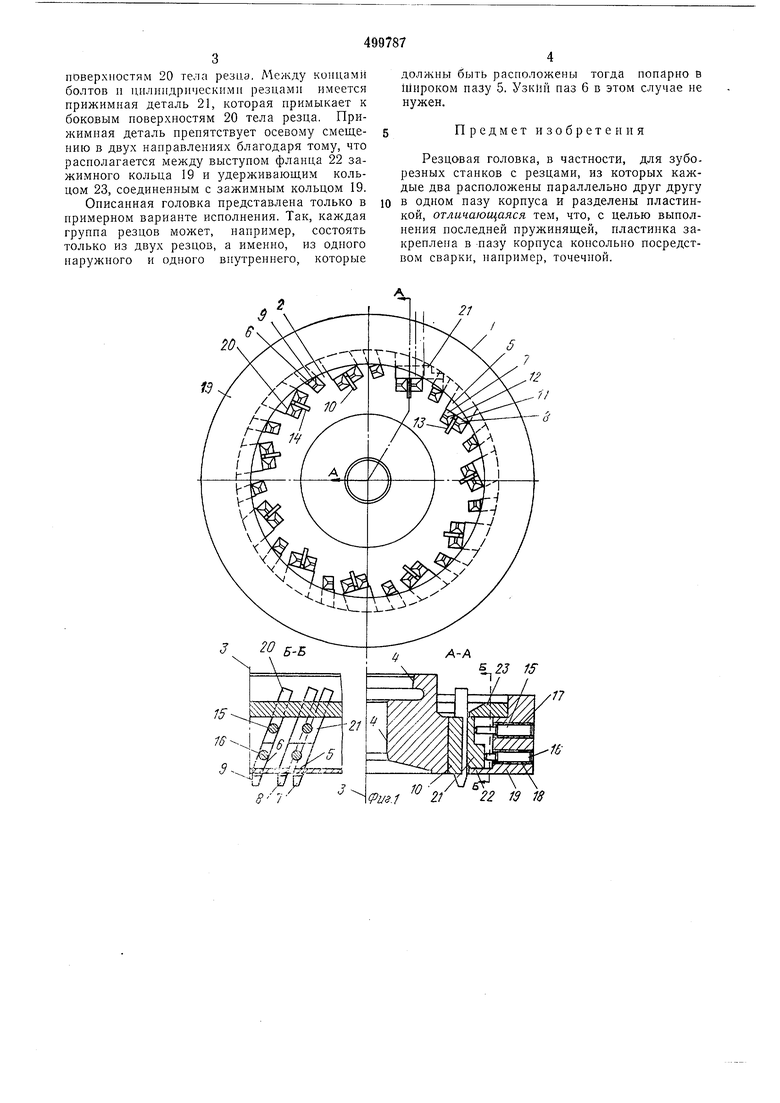
Такое закрепление обеспечивает иружинящ,ее действие пластинке, компенсирующее отНа фиг. 1 показана торцовая фрезерная клонение в допуске на размеры резцов, головка, вид спереди и разрезы по А-А и Б-Б; на фиг. 2 - схема консольного крепления нластиики в корпусе.
Резцовая головка 1 имеет диск 2, в котором просверлено концентричное с осью 3 головки центральное отверстие 4, предназначенное для установки его на приводной шпиндель зуборезного станка. На внешней поверхности диска 2 выполнены пазы 5,6 для цилиндрических резцов 7, 8 и 9. Пазы, 5, 6 расположеиы в тангенциальных плоскостях диска 2 и образуют угол с осью 3 резцовой головки. Паз 5 предназначен для установки в нем рядом друг с другом двух цилиндрических резцов 7 и 8, а паз б - для установки в нем только одного
цилиндрического резца. 9. Три цилиндрических резца составляют единую группу, предназначенную для нарезания зуба колеса, причем в этой группе они работают в определенпой последовательности, а именно, сначала передний, потом задний и затем внутренний. Вращение резцовой головки 1 происходит против часовой стрелки.
Между резцами 7 и 8 установлена распорная пластинка 10. Благодаря ей получается достаточный зазор между рабочей гранью И резца 8 и задней поверхностью 12 резца 7, расположенного перед ним. Распорная нластинка 10 расположена в пазу 13, который в
свою очередь, расположен центрально-симметрично по отнощению к назу 5. Распорная пластинка 10 соединена с диском 2 посредством точечной сварки 14. Это оказывает на паз 5 пружинящее действие. В случае смещения цилиндрических резцов 7, 8 вдоль их оси раснорная пластинка 10 остается на месте.
Для крепления цилиндрических резцов 7, 8, 9 в пазах 5 и 6 служат затяжные болты 15, 16, которые ввинчиваются в резьбовые отверстия 17, 18 зажимного кольца 19. Зажимное кольцо 19 так соединено с диском 2, что проворот между диском 2 и зажимным кольцом 19 исключен. Оси натяжных болтов. 15, 16 и вместе с ними резьбовых отверстий 17, 18 расположены отвесно по отношению к боковым
поверхностям 20 тела резиэ. Между концами болтов и цилнндрнческимн резцами имеется прижимная деталь 21, которая примыкает к боковым поверхностям 20 тела резца. Прижимная деталь нренятствует осевому смещению в двух направлениях благодаря тому, что располагается между выступом фланца 22 зажимного кольца 19 и удерживающим кольцом 23, соединенным с зажимным кольцом 19. Описанная головка представлена только в примерном варианте исполнения. Так, каждая группа резцов может, например, состоять только из двух резцов, а именно, из одного наружного и одного внутреннего, которые
должны быть расположены тогда попарно в широком пазу 5. Узкий паз 6 в этом случае не нужен.
Предмет изобретения
Резцовая головка, в частности, для зуборезных станков с резцами, из которых каждые два расположены параллельно друг другу в одном назу корпуса и разделены пластинкой, отличающаяся тем, что, с целью выполнения последней пружинящей, пластинка закреплена в пазу корпуса консольно посредством сварки, например, точечной.
21
5
18
(риз.1
W
Фиг. 2
