(54) СТАНОК ДЛа ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для термической обработки цилиндрических деталей | 1975 |
|
SU631544A1 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Станок для термообработки длинномерных тонких деталей с постоянным сечением | 1990 |
|
SU1822426A3 |
| Станок для закалки внутренних поверхностей полых цилиндрических изделий | 1981 |
|
SU1025735A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Станок для закалки цилиндрических деталей | 1974 |
|
SU515802A1 |
J
Изобретение относится к термообработке, в частности к станкам для закалки цилиндрических изделий.
Известен станок для закалки цилиндрических изделий, содержащий последовательно расположенные пита}оший канал, ингг. дуктор, спрейер и выталкиватель. Однако известный станок характеризуется сложным выполнением механизма разделения заготовок в процессе закалки..
Цель изобретения - упрощение конструкци станка и повьпиение надежности в его работе.
Для этого индуктор жестко связан с выталкивателем и установлен с возможностью перемещения.
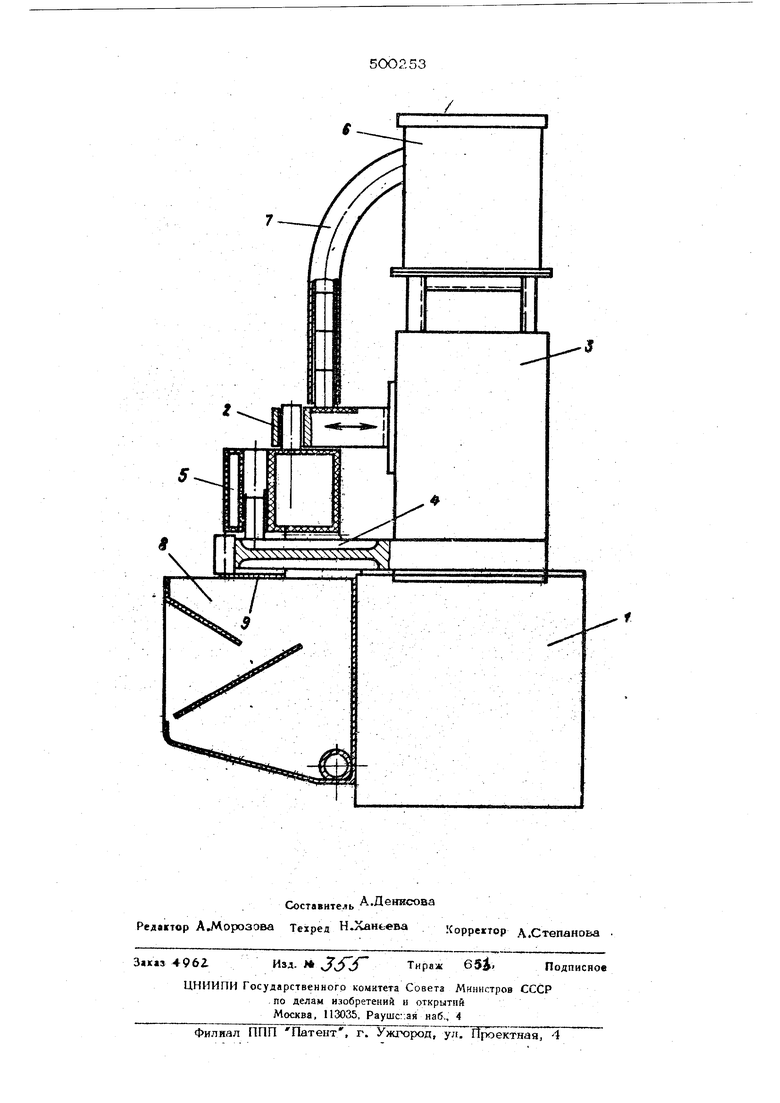
На чертеже изображен предлагаемый станок.
Станок состоит из станины 1, на который монтируется подвижный индуктор 2, жестко связанный, например, через трансформатор 3, с выталкивателем 4, спрейер 5 охлаждения и бункер 6 для деталей с питающим каналом 7. На торце станины крепится
приемный бак 8, который в верхней части имеет опорную планку 9.
Станок работает следующим образом. В момент загру.жи индуктор находится в крайнем правом положении и его ось ,v совпадает с осью питающего канала. Деталь из бункера по питающему каналу поступает в индуктор и опирается на верхнюю полость спрейера. Выталкивателя в это время нахоаится перед охлажденной деталью, которая опустилась из спрейера на опорную планку, а деталь, оставшаяся в спрейерю, опирается на деталь, наход5пиуюся на опорной планке. Индуктор перемещается влево ho положения, когда его ось будет находиться между осями спрейера и питающего канала, при этом выталкиватель, жестко связанный с « дуктором, также перемещается и выдвигает из-под спрейера по опорной планке охлажденную деталь.
Оставшаяся в спрейере деталь в ешот момент опускается вниз на верхнюю плоскость . спрейера, в то время как детальв питающем канале опирается на верхнюю плоJ
