1
Изобретение относится к области литейного производства, в частности к опокам для изготовления замороженных форм.
Известная опока выполнена в виде рамки, внутри которой расположены ребра.
Цель изобретения - уменьшение времени на замораживание смеси и увеличение срока нахождения литейной формы в замороженном состоянии.
Для этого в опоке ребра выполнены из металла, имеЕощего большую теплоемкость, чем теплоемкость металла, из которого выполнена рамка.
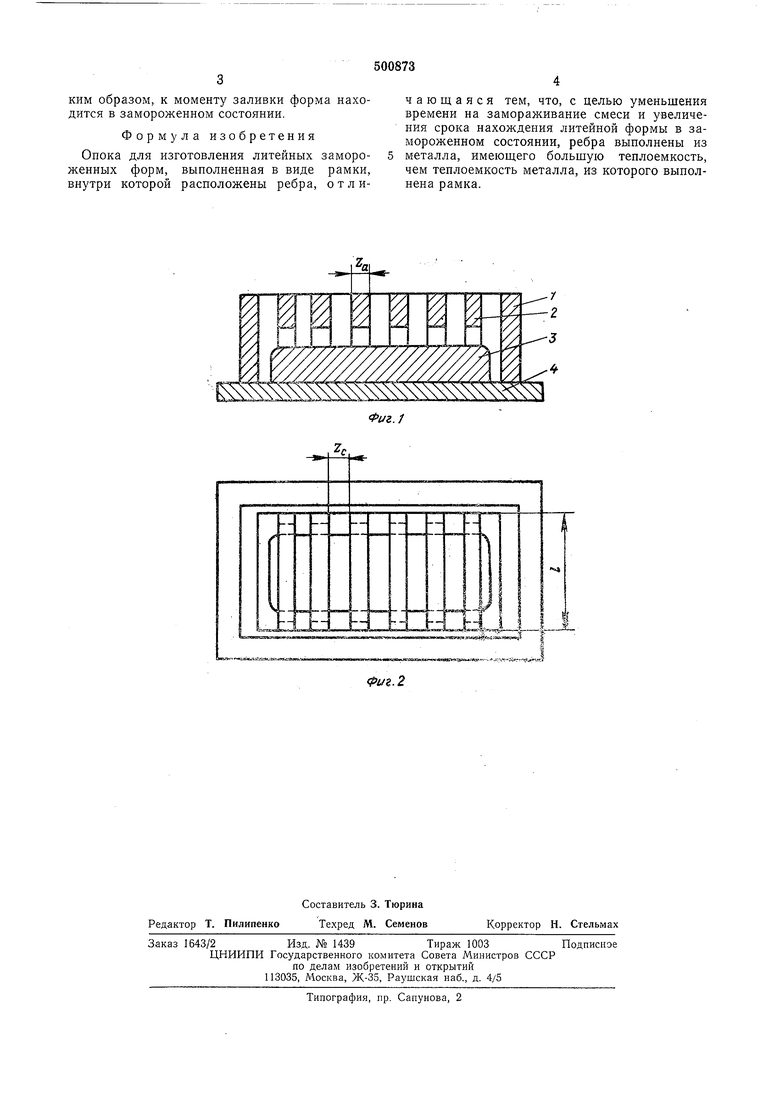
На фиг. 1 схематично изображена описываемая опока, установленная на подмодельную плиту, разрез; на фиг. 2 - то же в плане.
Опока содержит рамку 1 и ребра 2, выполненные в виде сплошных вставок из металла с высокой теплоемкостью.
Размеры и расположение ребер 2 в опоке выбираются с таким расчетом, чтобы обеспечивалось промерзание смеси между ребрами, и в то же время формы обладали достаточной газопроводностью при заполнении их металлом. Расстояние между ребрами 2 выбирается из условия:
2е
/С-СсТс
где Yo - плотность смеси;
YA - удельный вес сплава аккумулятора; Сс - удельная теплоемкость смеси; СА - удельная теплоемкость аккумулятора;
К - коэффициент запаса; а - относительный коэффициент газообразования;
5 - поверхность контакта формы с отливкой;
L - длина пути фильтрации; К - газопроницаемость; РФ - величина газового давления в форме;
3 - время заливки;
/ - ширина опоки;
п - число промежутков между аккумуляторами.
Изготовление форм в описываемой опоке осушествляется следуюшим образом.
Модель 3 и подмодельная плита 4 охлаждаются до температур от -20 до -40°С. На них устанавливается опока, охлажденная до этих же температур. В опоку засыпается смесь и уплотняется. Благодаря большой поверхности охлаждения смеси (со стороны модели 3 и ребер 2) через 30-40 сек форму с опокой можно снимать с модели. Благодаря высокой теплоемкости ребер 2 охлаждение формы продолжается и после ее снятия с модели 3. ТаКИМ образом, к моменту заливки форма находится в замороженном состоянии.
Формула изобретения
Опока для изготовления литейных замороженных форм, выполненная в виде рамки, внутри которой расположены ребра, отличающаяся тем, что, с целью уменьшения времени на замораживание смеси и увеличения срока нахождения литейной формы в замороженном состоянии, ребра выполнены из металла, имеющего большую теплоемкость, чем теплоемкость металла, из которого выполнена рамка.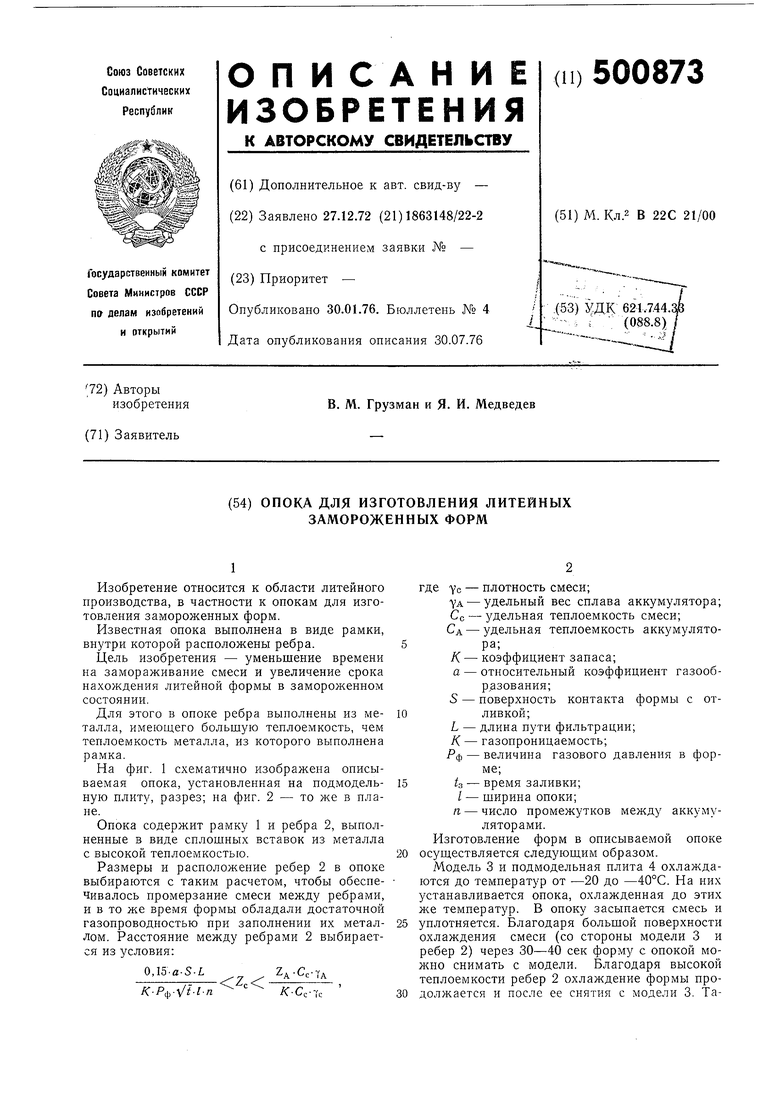
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ОТЛИВОК С ПРИМЕНЕНИЕМ САМОТВЕРДЕЮЩИХ СМЕСЕЙ С ПОСЛЕДУЮЩИМ УПЛОТНЕНИЕМ НАПОЛНИТЕЛЬНЫМ СОСТАВОМ | 2007 |
|
RU2374030C2 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1981 |
|
SU979019A1 |
| Литейная форма | 1985 |
|
SU1276426A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Способ изготовления литейных форм | 1989 |
|
SU1764775A1 |
| Литейная форма | 1989 |
|
SU1724416A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
,L - aa fuJsisexal . .зяегая -AUS/ tiWf 4:
