Установка предназначена для автоматической сварки балок коробчатого сечения, состоящих, нанример, из двух швеллеров.
Известно устройство, содержащее два сварочных станка и расположенный между ними кантователь для переноса изделия с одновременной его кантовкой, при этом на рабочей поверхности кантователя смонтированы захваты.
Однако в известном устройстве раскрепление изделия осуществляется после фиксации его на станке, что снижает производительность устройства.
Цель изобретения - повышение производительности.
Это достигается тем, что захваты выполнены в виде подпружиненных штоков со скошенными поверхностями, обращенными в сторону, противоположную рабочей поверхности кантователя, причем на одном из станков смонтированы упоры, взаимодействующие с упомянутыми штоками, а оси штоков параллельны рабочей поверхности кантователя.
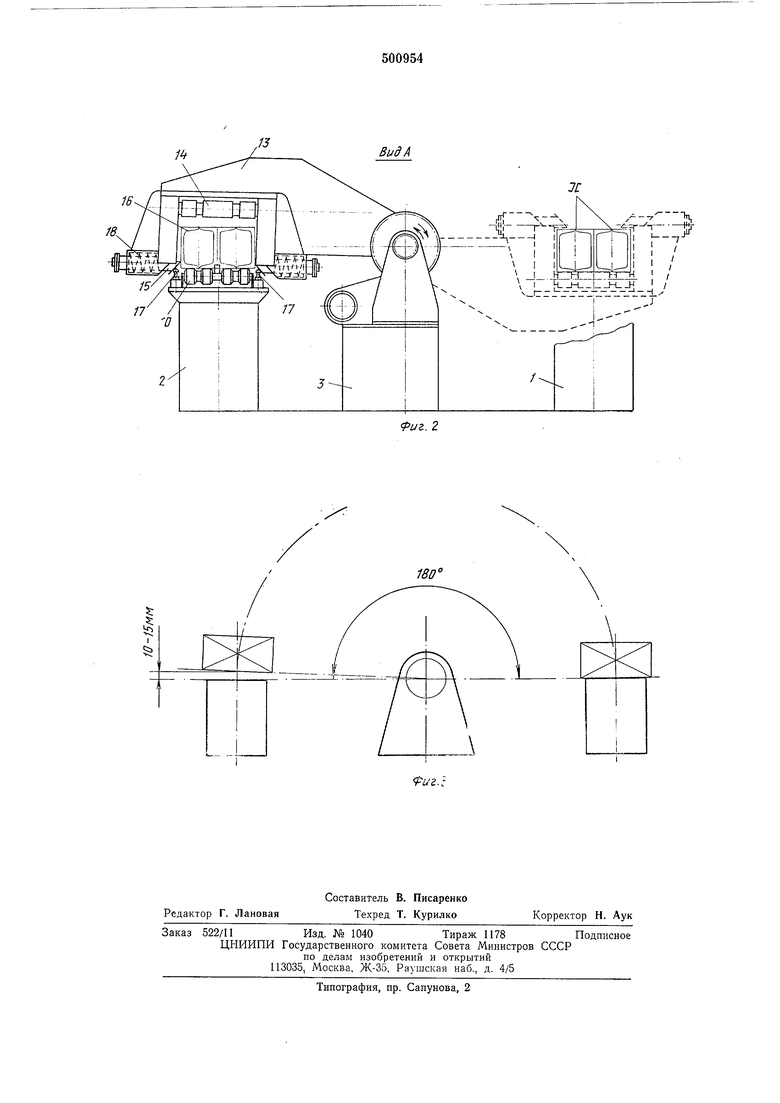
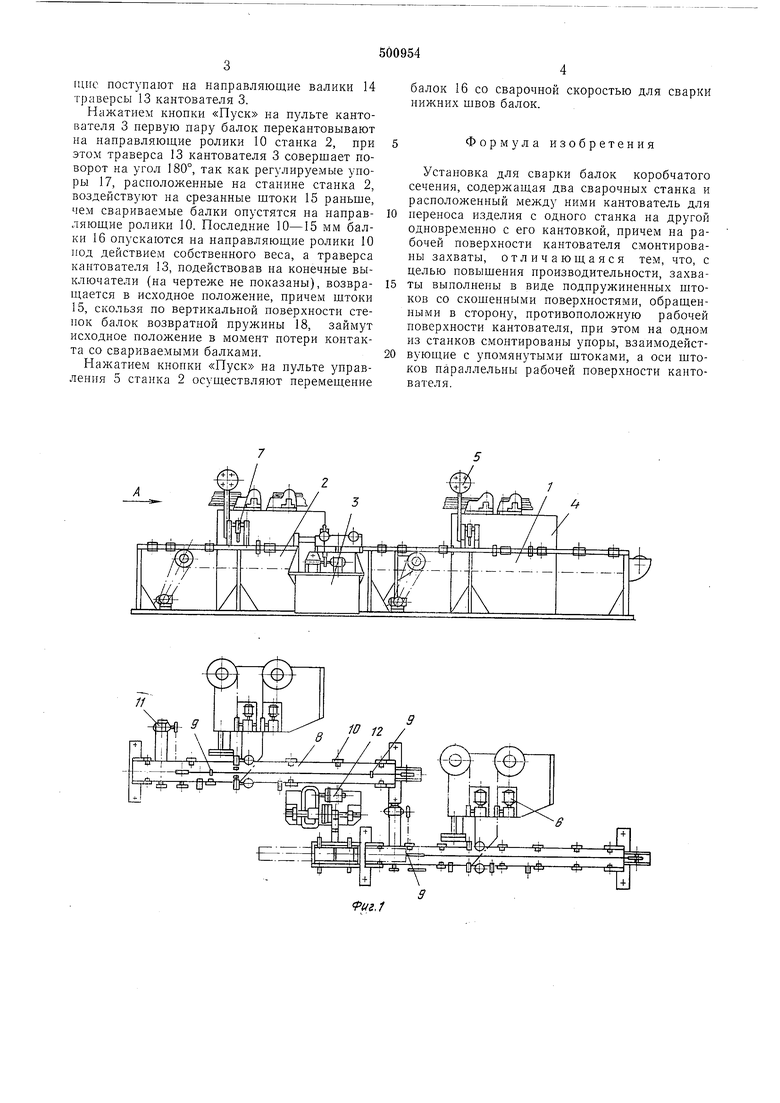
На фиг. 1 показан общий вид установки; на фиг. 2 - вид по стрелке А (узел захвата и раскрепления изделия); на фиг. 3 - схема кантовки изделия.
Установка состоит из следующих основных узлов: сварочных станков 1, 2 и кантователя 3, для перекантовки с одного станка на другой свариваемых балок.
Станки 1 и 2 состоят из корпуса 4, на котором расположен пульт управления 5, механизм подачи проволоки 6, сварочные головки 7 и станины 8, где размещены толкатели 9, направляющие ролики 10 и привод 11, обеспечивающий перемещение со сварочной скоростью двух пар балок.
Кантователь 3, являющийся связующим звеном между двумя сварочными станками,
состоит из следующих узлов: привода поворота 12, траверсы 13 с направляющими валиками 14 и штоками 15, удерживающими во время кантовки свариваемые балки 16. На станке 2 смонтированы регулируемые упоры 17,
а штоки 15 подпружинены пружинами 18. Установка работает следующим образом. Собранные на прихватах две пары балок 16 подают на направляющие ролики 10 станка 1.
Нажатием кнопки «Пуск включают двигатель привода 11, обеспечивающий посредством толкателей 9 перемещение балок 16 со сварочной скоростью, и механизмы подачи сварочной проволоки 6.
Происходит процесс сварки двух верхних швов.
По окончании сварки двигатель подачи сварочной проволоки отключается автоматически.
Не выключая двигатель привода 11, загружают следующие две пары балок, а предыду3
1ЦИО поступают на направляющие валики 14 траверсы 13 кантователя 3.
Нажатием кнопки «Пуск на пульте кантователя 3 первую пару балок перекантовывают на направляющие ролики 10 станка 2, при этом траверса 13 кантователя 3 совершает поворот на угол 180°, так как регулируемые упоры 17, расположенные на станине станка 2, воздействуют на срезанные штоки 15 раньше, чем свариваемые балки опустятся на направляющие роликн 10. Последние 10-15 мм балки 16 опускаются на направляющие ролики 10 под действием собственного веса, а траверса кантователя 13, подействовав на конечные выключатели (на чертеже не показаны), возвращается в исходное ноложенне, причем штоки 15, скользя по вертикальной поверхности стенок балок возвратной пружины 18, займут исходное положение в момент потери контакта со свариваемыми балками.
Нажатием кионки «Пуск на пульте управления 5 станка 2 осуществляют перемещение
балок 16 со сварочной скоростью для сварки нижних швов балок.
Формула изобретения
Установка для сварки балок коробчатого сечения, содержащая два сварочных станка и расположенный между ними кантователь для
переноса изделия с одного станка на другой одновременно с его кантовкой, причем на рабочей поверхности кантователя смонтированы захваты, отличающаяся тем, что, с целью повышения производительности, захваты выполнены в виде подпружиненных штоков со скошенными поверхностями, обращенными в сторону, противоположную рабочей поверхности кантователя, при этом на одном из станков смонтированы упоры, взаимодействующие с упомянутыми штоками, а оси штоков параллельны рабочей поверхности кантователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Автоматизированная линия для сварки балок коробчатого сечения | 1988 |
|
SU1618559A1 |
| Кантователь для поворота под сварку длинномерных коробчатых изделий | 1988 |
|
SU1655741A1 |
| Устройство для сборки под сварку двутавровой балки из стенки и двух полок | 1979 |
|
SU872140A1 |