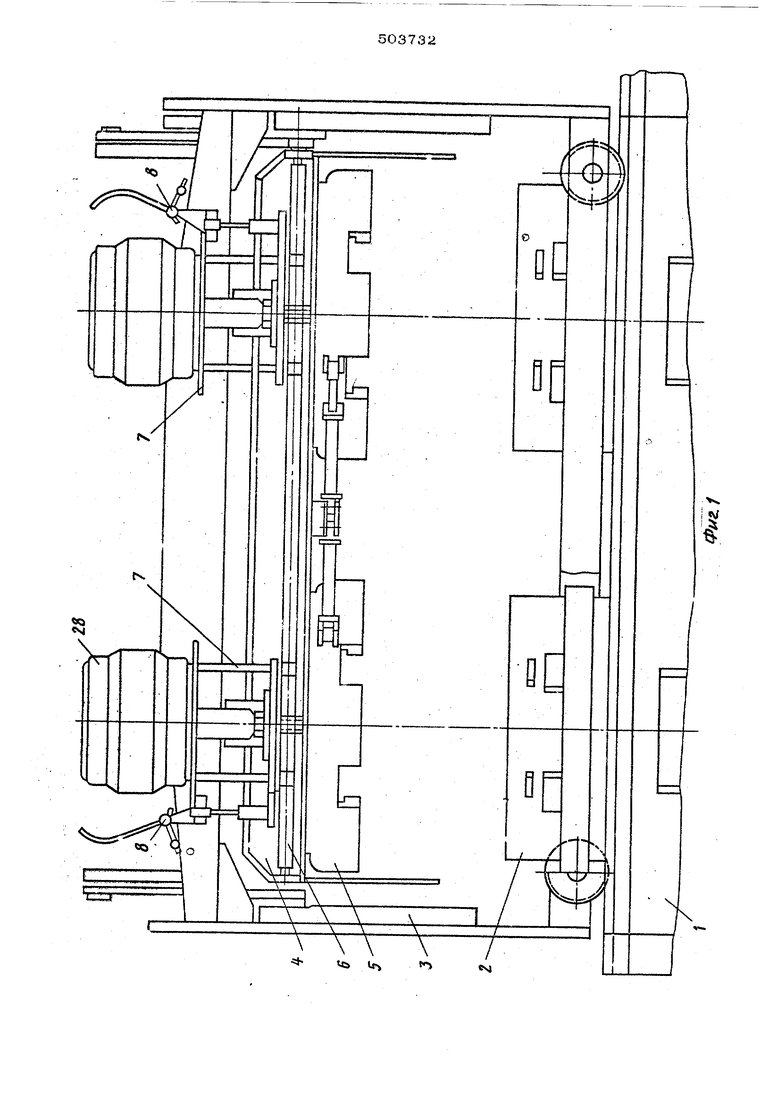
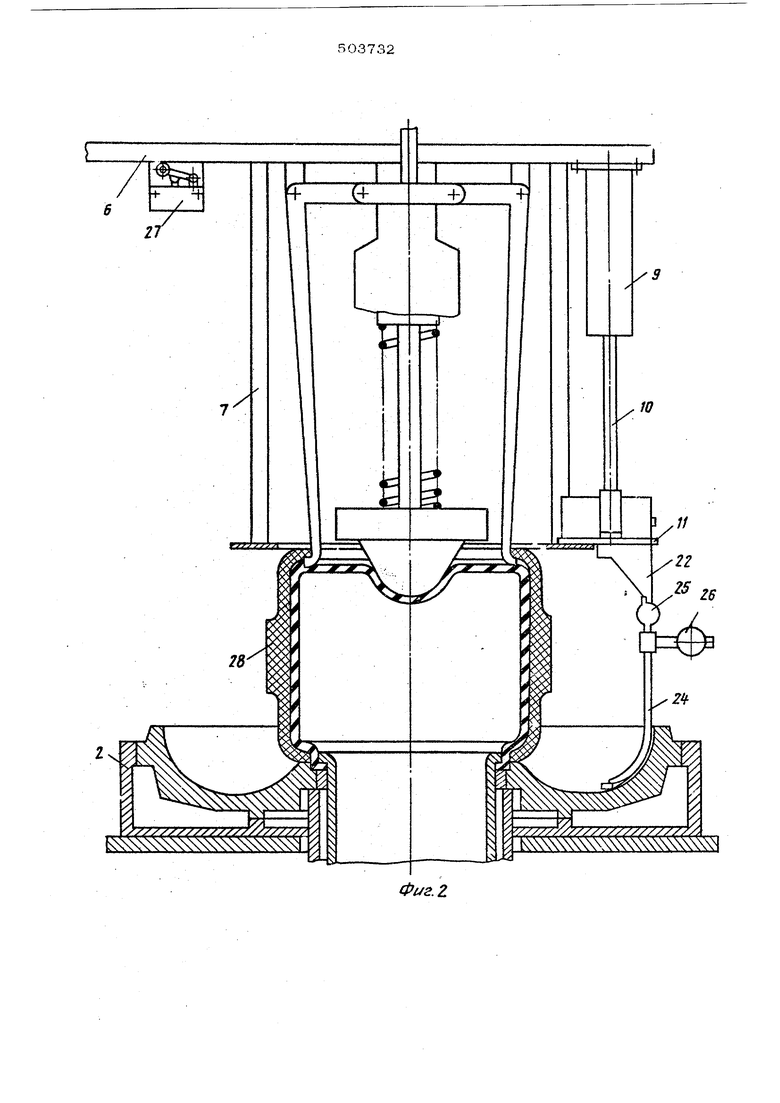
с возма/;;ностью перемещения вдоль оси латроной 7, снабжен приводами перемешеш1я, вылолнеши ми в виде закрепленных на основа -ги патронов 7 пневмошшиндров (см, фиг. 2) со штоками 10.
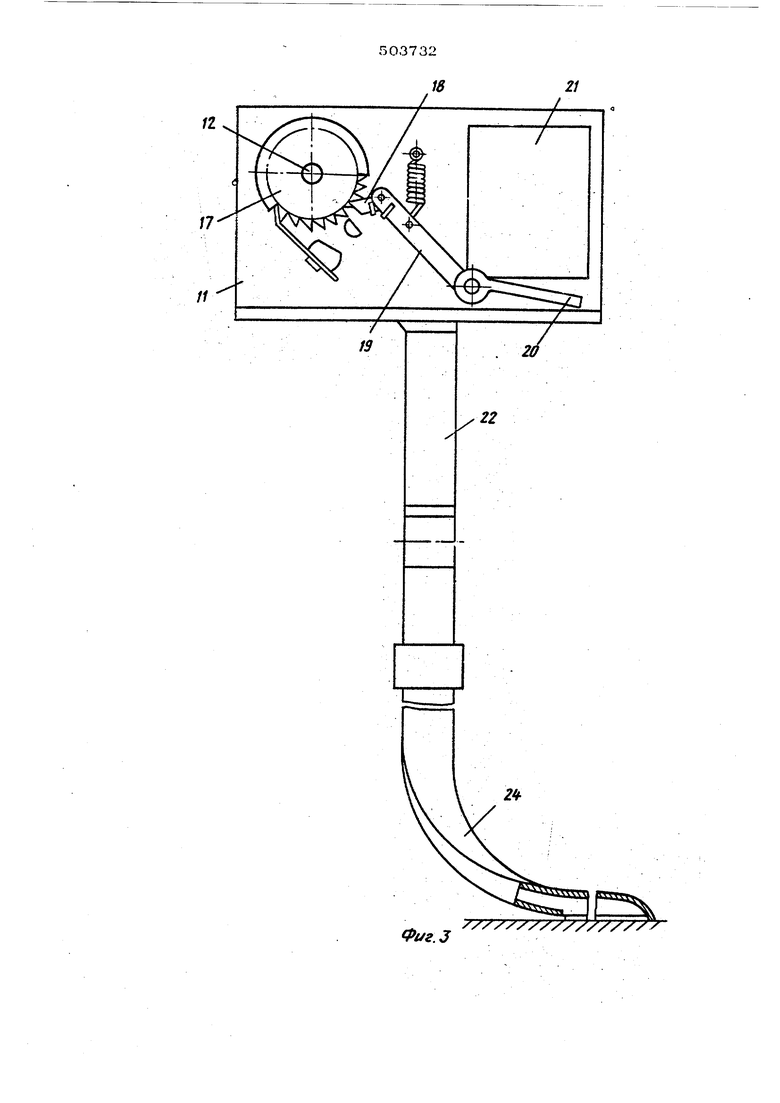
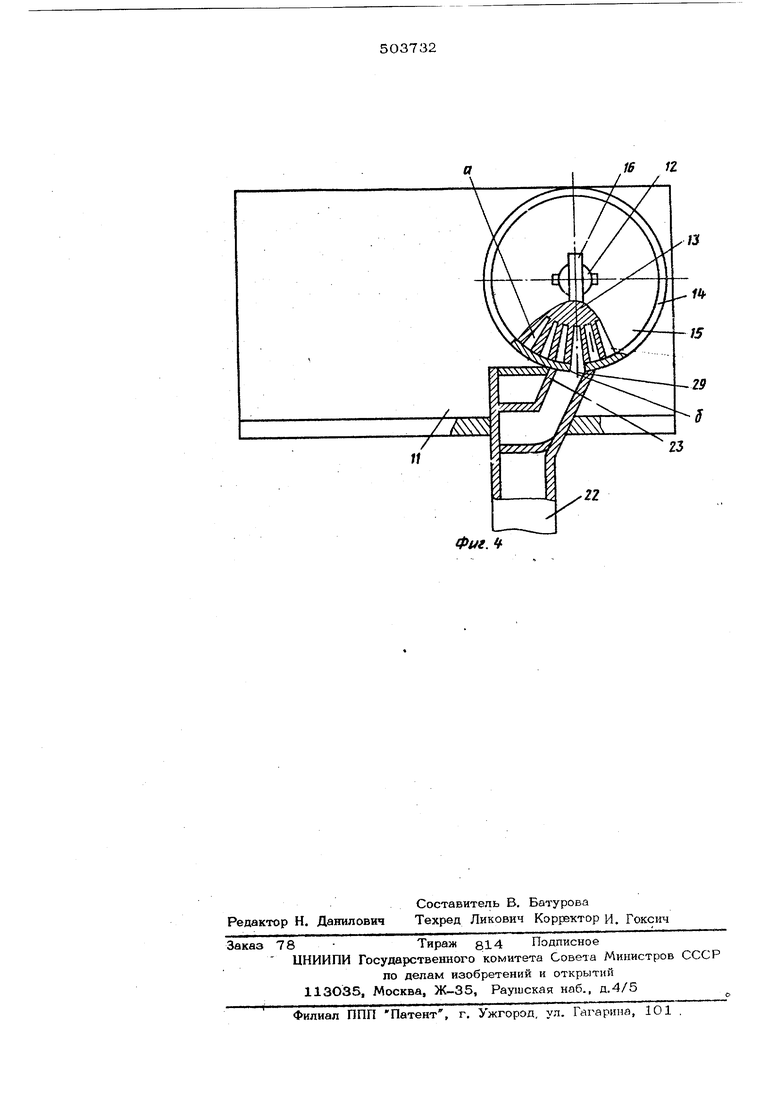
Каждый укладчик 8 имеет механизм для поштуЧлЧой выд .чи номерков и механизм для переноса номерков в пресс-форму. Механизм для поштучной выдачи номерков амполнен в виде смонтированного на стойк Ц с помощью вала 12 (см. фиг. 4) поворотного ротора 13 с радиальными пазами а па боковой повер лости для размещения HOKiopKOB и концентрично ому уста- Н05 леш1ого кожуха 14 с выходной щелью б, Стойка 11 жестко соединейа со што ком .1.0 Г1}1евмоцилиндра 9, с торца ротор aaKpfcjT крышкой 15, загшраемой замком 16. Для поворота ротора на валу 12 закреатепэ храповое колесо 17, взаимодейг ствуюшее с собач: ой is. ycTaHOBjieHHoft на подпружиненном рычаге 19, соединенном с якорем 20 электромагнита 21.
Механизм для переноса номерков в
пресс-форму выполнен в виде желоба 22 с направляющими плоскостями 23 и укладывающего хобота 24, соединенного с же- лобсм 22 с помощью сферического щарнир 25 Л снабженного противовесом 26. На
п« резарядчике 3 имеется конечный выключатель 27, включенный в цепь питания электримагипта 21.
Пер д нача/юм работы на патроны 7
мехажйэма 6 загружаются сырые покрышки 28 а в радиальные пазы а роторое 13 уклайьш :ются рельефные номерки 29, устанаштйй аются крышки 15 и запираются замками 16.
Устрой тао работает следующим образом.
Подвижный переэарядчик 3 останавли- .вается над пресс-формами 2 и траверса 4 с байонетными затворгми 5 опускаете При полном смыкании байонетные затворы открывают пресс -формы и траверса под- нимаетс51 с верхней полуформой (на черте- же не показано), йогда траверса 4 с верними полуформами поднимается до крайнего верхнего положения, она начинает отходить в сторону, освобождая пространство над 1ШЖНИМИ полуформами. В этот момент механи м 6 загрузки с сырыми покрышка /т 28 и укладчиками 8 рельефных номерков начинает опускаться с одновременным поворотом над нижними полуформами. Как только механизм загрузки остановится над нижними полуформами, патроны 7 опускаются. В ко1ще их хода срабатывает конечный выключатель 27, замыкая цепь питания электромагнитов 21. Якори 20 последних притягиваются и собачки 18, взаимодействуя с храповыми колесами 17, проворачивают роторы 13 на один шаг. При этом рельефные номерки 29 оказываются против выходной прорези б кожухов 14. Рельефные номерки 29 выпадают из па. .а роторов и занимают определенное положение в ориентирующих плоскостях 23 желобов 22. Сориентированные номерки продвигаются под собственным весом по желобам и укладывающим хоботам 24 и попадают на поверхность оформляющей полости нижних полуформ прес -форм 2.
После укладки номерков укладчики поднимаются гидроцилиндрами 9. В нижние полуформы пресс -форм загружаются сыры покрышки 28 и механизм 6 загрузки поднимается и отводится в исхгдное положение, выключатель 27 отключается. В исходном положении механизма загрузки под действием противовесов 26 укладывающие хоботы 24 поворачиваются, освобождая пространство, для приема новых сырых по1крыщек (см. фиг. 1). Затем перезарядчик подъезжает к другой паре пресс-форм и цикл снова повторяется.
Формула изобретения
1.Устройство для вулканизации покрышек пневматических шин, содержащее пресс-форму, прдвижный перезарядчик с патроном .пля удержания покрышки и укладчик номерков в пресс-форму с механизмом для пошту шой выдачи номерков и механизмом для переноса номерков в прессформу, отличающееся тем, что,
с целью упрощения конструкхтии устрой- ства, укладчик номерков установлен на основании- патрона с возможностью перемещения вдоль оси последнего и снабжен приводом перемещения.
2.Устройство по п. 1, отличающееся тем, что механизм для поштучной выдачи номерков выполнен в виде noBOpOTHOio ротора с радиальными пазами на боковой поверхности и концентрично ему установленного кожуха с выходной щелью.
3.Устройство по п. 1, отличающееся тем, что механизм для переноса номерков в пресс-форму выполнен
в виде желоба с направляющими плоско- „° ,е во внимание при экспертизе
стями и, укладывающего хобота, шарнирнопринятые во„ РГрп
с желобом я снабженного1. Авторское -«« olT/OaTe l г
противовесом. 403564. М. Кл. В 29 К 5/02.1971 г
503732е
гтпчники информации / е
Фиг.2
21
18
/
1Z
1711
f
У
| название | год | авторы | номер документа |
|---|---|---|---|
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Устройство для вулканизации покрышек пневматических шин | 1979 |
|
SU891470A1 |
| ФОРМАТОР-ПЕРЕЗАРЯДЧИК | 1969 |
|
SU256994A1 |
| Форматор-перезарядчик к автоматической линии для формования и вулканизации покрышек | 1981 |
|
SU994291A1 |
| Форматор-переразрядчик для автоматической линии формования и вулканизации покрышек | 1971 |
|
SU453024A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1077816A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
Фиг.З
Фиг. f