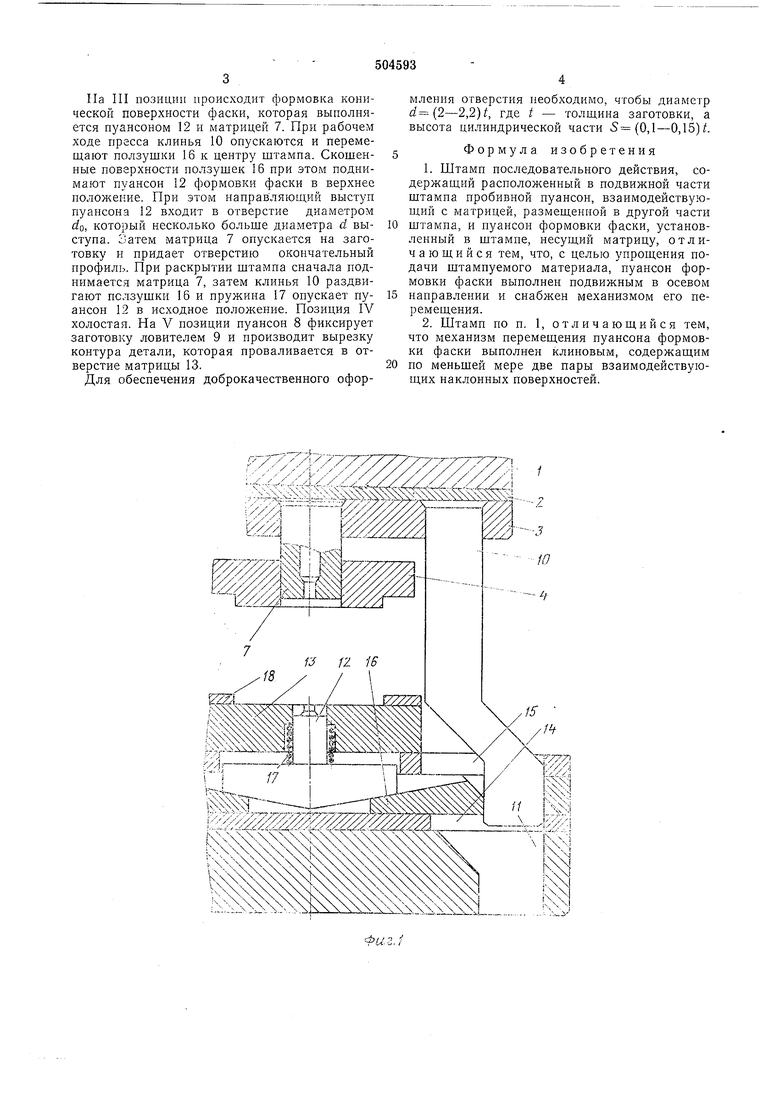
На III позиции происходит формовка конической поверхности фаски, которая выполняется пуансоном 12 и матрицей 7. При рабочем ходе пресса клинья 10 опускаются и перемещают ползушки 16 к центру штампа. Скошенные поверхности ползушек 16 при этом поднимают пуансон 12 формовки фаски в верхнее положение. При этом направляющий выступ пуансона 12 входит в отверстие диаметром do, который несколько больше диаметра d выступа. Затем матрица 7 опускается на заготовку и придает отверстию окончательный профиль. При раскрытии штампа сначала поднимается матрица 7, затем клинья 10 раздвигают ползушки 16 и пружина 17 опускает пуансон 12 в исходное положение. Позиция IV холостая. На V позиции пуансон 8 фиксирует заготовку ловителем 9 и нроизводит вырезку контура детали, которая проваливается в отверстие матрицы 13.
Для обеспечения доброкачественного оформления отверстия необходимо, чтобы диаметр й(2-2,2), где t - толщина заготовки, а высота цилиндрической части 5 (0,1-0,15)/.
Формула изобретения
1.Штамп последовательного действия, содержащий расположенный в подвижной части штампа пробивной пуансон, взаимодействуюц;нй с матрицей, размещенной в другой части штампа, и пуансон формовки фаски, установленный в штампе, несущий матрицу, отличающийся тем, что, с целью упрощения подачи штампуемого материала, пуансон формовки фаски выполнен подвижным в осевом нанравлении и снабжен механизмом его перемещения.
2.Штамп по п. 1, отличающийся тем, что механизм перемещения пуансона формовки фаски выполнен клиновым, содержащим по меньшей мере две пары взаимодействующих наклонных поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Штамп для изготовления цепочки | 1982 |
|
SU1094648A2 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для изготовления полых деталей | 1988 |
|
SU1567306A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1988 |
|
SU1574323A1 |
| Штамп последовательного действия для обработки полосового и ленточного материалов | 1982 |
|
SU1065064A1 |
| Многопозиционный штамп для обработки полосового материала | 1974 |
|
SU554046A1 |


fi 12. PUZ.SiS 13 6
7 5
/
16
Фиг.
Фиг.}
IVIII
Фиг. К III
Ф)
