1
Изобретение относится .к области машиностроения для производства арматурных сеток.
Известна автоматическая линия для сварки сеток, содержащая бухтодержатели, правильмое устройство, сварочную машину и приемное устройство.
Недостатком этой линии является отсутствие контроля за качеством сварных соединений.
Цель изобретения - повышение качества изделии.
Это достигается тем, что линия снабжена установленным между приемным устройством и сварочной машиной устройством контроля и маркировки мест непроваров, выполненным в виде неподвижной верхней траверсы и кинематически связанной с приводом сварочной машины подвижной нижней траверсы, при этом на верхней траверсе смонтированы подпружиненные вилки, взаимодействующие с продольными стержнями, несущие пористые вкладыши для маркировки мест иенроваров и электрические контакты, передающие при замыкании сигнал на световое табло, а на нижней траверсе смонтированы подпружиненные вилки, взаимодействующие с поперечными прутками.
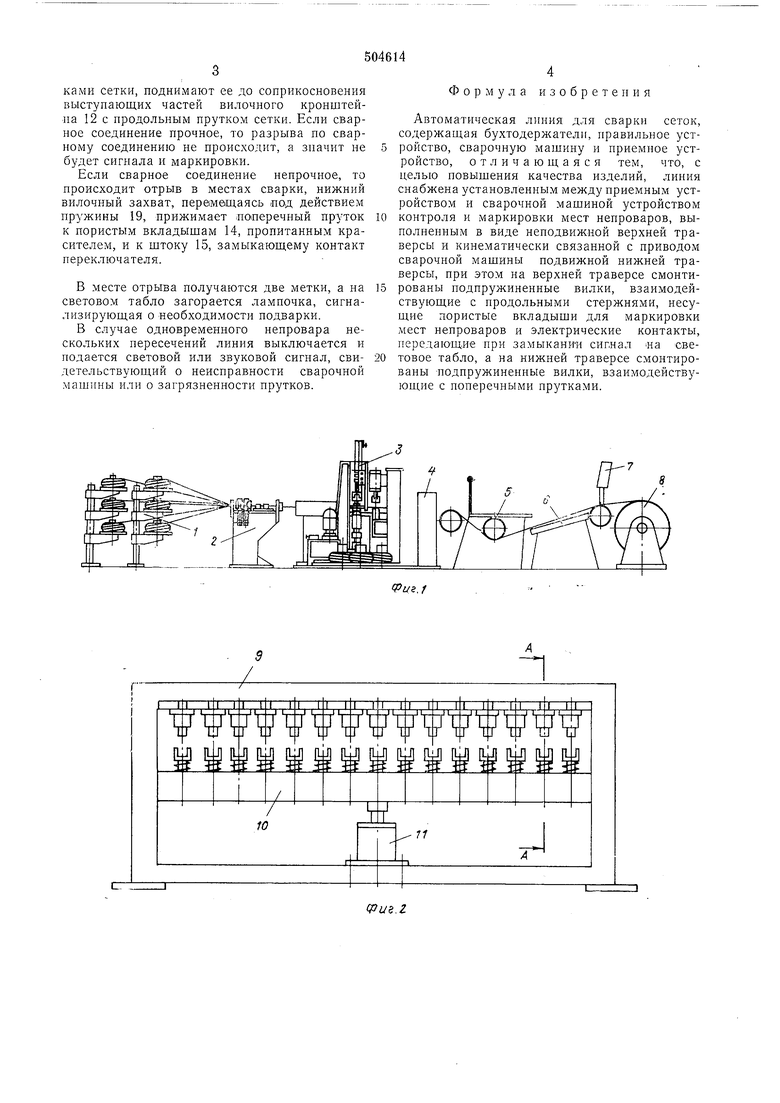
На фиг. 1 дана схема предлагаемой автоматической линии; на фиг. 2 - механизм
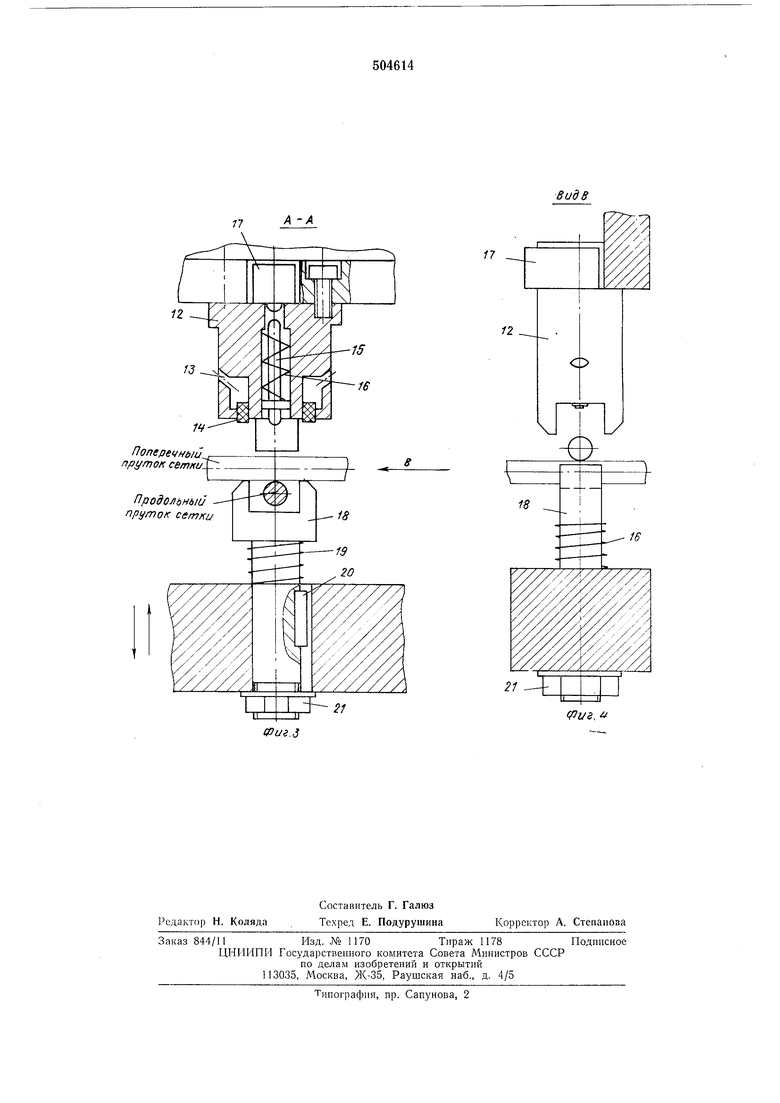
контроля и маркировки мест непроваров; на фиг. 3 - разрез но А - А на фиг. 2; на фиг. 4 - вид .по стрелке В на фиг. 3.
Автоматическая линия для сварки сеток включает в себя бухтодержатели 1, правильное устройство 2, сварочную машину 3, механизм контроля и маркировки 4, мостики для обслуживания 5, подварочную плиту 6, световое табло 7 и механиЗМ намот1ки 8.
Механизм контроля и маркировки мест непровара состоит из рамы 9, подвижной траверсы 10, механизма перемещения нижней траверсы 11, верхних вилочных кронштейнов 12, несущих камеру для красителя 13 и впрессованные в них пористые вкладыши 14, штоки 15, пружины 16, микроиереключатели 17, и нижнего .вилочного кронштеГжа 18, пружины 19, шпонки 20 и гайки 21.
Механизм перемещения нижней траверсы работает синхронно со сварочной машиной. Усилие механизма перемещения нижней траверсы 11 регулируется в зависимости от толщины свариваемых прутков и от требований, предъявляемых к сварному соединению.
Контроль за качеством сварных соединений осуществляется следующим образом. При перемещении нижней траверсы 10 вверх внлочные кронштейны 18, своими выступающими частями соприкасаясь с поперечными прутками сетки, поднимают ее до соприкосновения выступающих частей вилочного кронштейна 12 с продольным прутком сетки. Если сварное соединение прочное, то разрыва по сварному соединению не происходит, а значит не будет сигнала и маркировки.
Если сварное соединение непрочное, то происходит отрыв в местах сварки, нижний вилочный захват, перемещаясь под действием пружины 19, прижимает .поперечный пруток к пористым вкладышам 14, пропитанным красителем, и к штоку 15, замыкающему контакт переключателя.
В месте отрыва получаются две метки, а на световом табло загорается лампочка, сигнализирующая о необходимости подварки.
В случае одновременного непровара нескольких пересечений линия выключается и подается световой или звуковой сигнал, свидетельствующий о неисправности сварочной машины или о загрязненности прутков.
Формула изобретения
Автоматическая линия для сварки сеток, содержащая бухтодержатели, правильное устройство, сварочную машину и приемное устройство, отличающаяся тем, что, с целью повышения качества изделий, линия снабжена установленным между приемным устройством и сварочной машиной устройством
контроля и маркировки мест непроваров, выполненным в виде неподвижной верхней траверсы и кинематически связанной с приводом сварочной машины подвижной нижней траверсы, при этом на верхней траверсе смонтированы подпружиненные вилки, взаимодействующие с продольными стержнями, несущие пористые вкладыши для маркировки мест непроваров и электрические контакты, передающие при замыкании сигнал -на световое табло, а на нижней траверсе смонтированы подпружиненные вилки, взаимодействующие с поперечными прутками.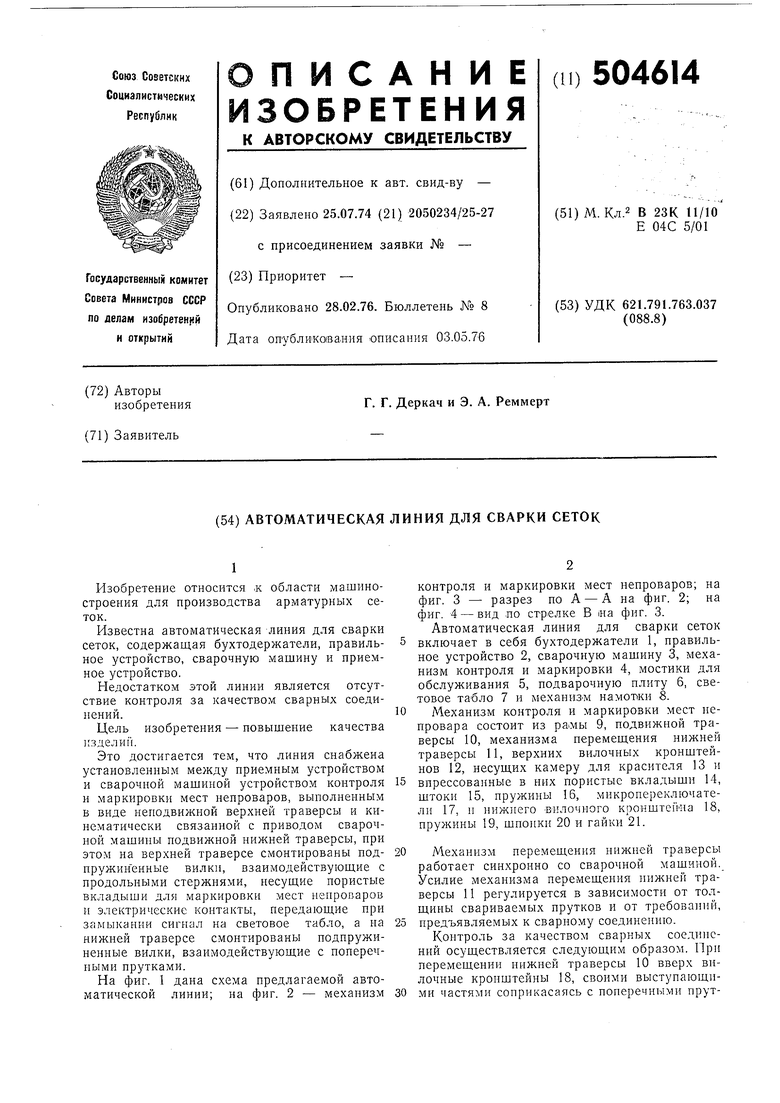
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809875C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| БУНКЕР ДЛЯ ПОДАЧИ ПОПЕРЕЧНЫХ ПРУТКОВ НА АВТОМАТИЧЕСКУЮ ЛИНИЮ ДЛЯ СВАРКИ СЕТОК | 1973 |
|
SU393058A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1973 |
|
SU366950A1 |
А -А
Поперечный.,г- пруток cemKt/S:n
Продольный пруток сетки
Л
П
О
1Лы
21
Фиг.
