Изобретение относится к конвейерному транспорту поточных линий и предназначено для термоооработки в печном агрегате изделии, в частности, пучков тонкостенных труо малого диаметра.
Изиестна транспортная система линии для термооираио1ки изделии, содержащая устроиcTLio для загрузки изделии, конвейерное устроис1йо с 1рс111спир1Ир)1ощя.у1 органом и устройство для разгрузки изделий.
иднако в усло1зиях повышенных температур печного агрегата цепные контуры конвейера Оыстро изнашиваются.
того, в известном устройстве обеспечивается шаговое перемешеиие изделии.
С целью повышения производительности устройства, транс1юртируюш,ии орган выполнен в виде секции, а транснортная система линии включает механизм расцепления секции, нриьодные ролики, транспортер, установленный параллельно конвейерному устройству, и перекладыватели секции. Один перекладыватело размешен между приводными роликами и jpaHcnoprepOM, а другой - между транспортером и конвейерным устройством со стороны загрузки изделий. Такое выполнение транснортной системы обеспечивает замкнутый цикл автоматического перемещения секций: перемещение отсоединяемых секций иа чястке загрузки изделий, перемещение
секции, соединенных в транспортирующий орган при термообработке изделий в печном агрегате, и перемещение отсоединенных секций после механизма расцепления.
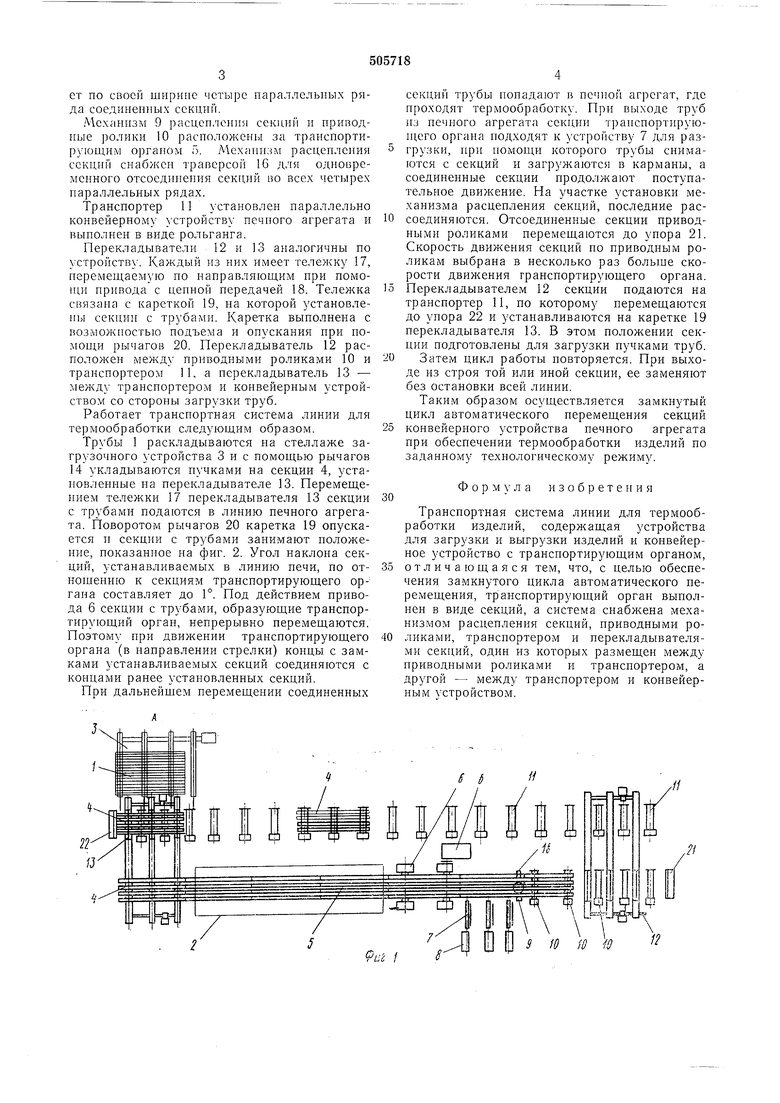
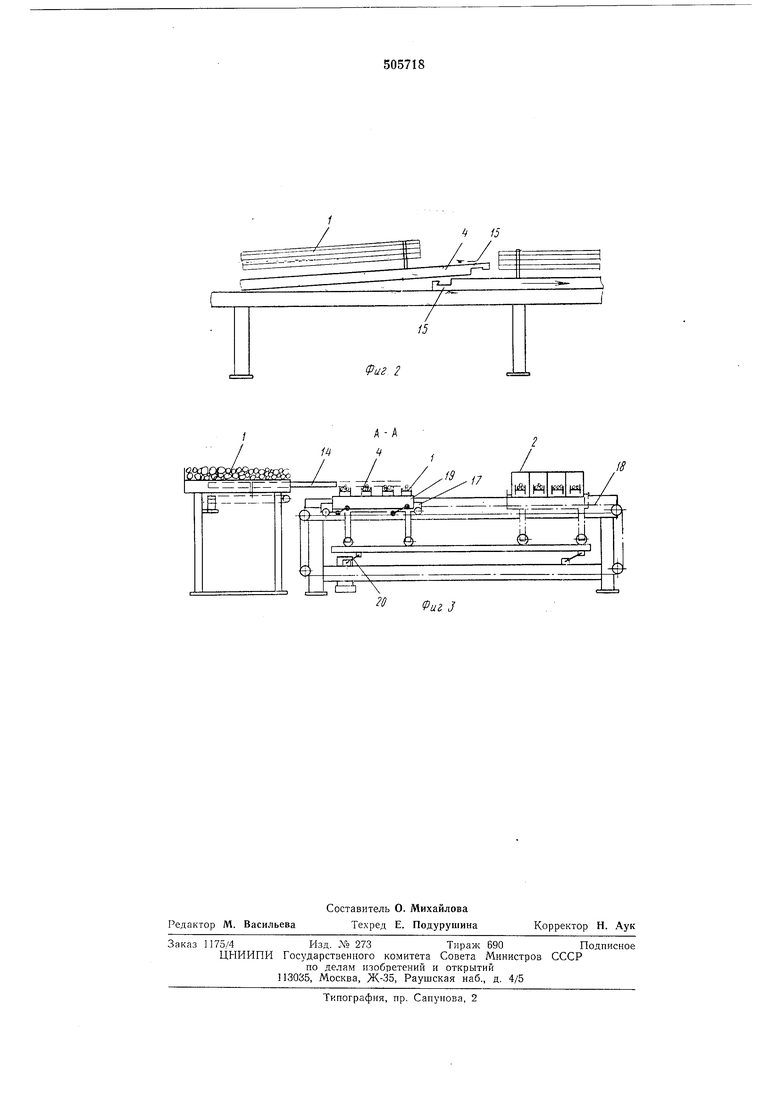
На фиг. 1 изображена схема предлагаемой транспортной системы линии для термообработки изделий; на фиг. 2 - положение концов секций при их соединении; па фиг. 3-вид транспортной системы со стороны загрузки изделий, разрез по А-А на фиг. 1.
Транспортная система линии для термообработки изделий, в частности, длинномерных труб 1 в печпом агрегате 2, например муфельном, содержит устройство 3 для загрузки труб па секции 4, конвейерное устройство с транспортирующим органом 5 и приводом 6, устройство 7 для разгрузки труб (сбрасыватели) в карманы 8, механизм 9 расцепления секциГ, приводные ролики 10, транспортер 11, который стаповлен параллельно конвейерному устройству агрегата и перекладыватели 12 и 13.
Устройство 3 для загрузки труб включает стеллаж с подвижными рычагами 14, с помощью которых пакет труб 1 укладывается пучками в секции 4.
Транспортирующий орган 5 по длине выполнен составным из секций, снабже 11 ых замками 15 в виде впадин и ВЫСТУПОВ, и имеет по своей ширине четыре параллельных ряда соединенных секции.
Механизм 9 расцепления секций и приводные ролики 10 расположены за траиспортирующим органом Гх Механизм расцепления секций снабжен траверсой 16 для одиовременного отсоедииеиия секций во всех четырех параллельных рядах.
Транспортер 11 установлен параллельно конвейерному устройству печного агрегата и вынолнен в виде рольганга.
Перекладывателн 12 и 13 аналогичны по устройству. Каждый из них имеет тележку 17, перемещаемую по направляющим при помощи привода с цепной передачей 18. Тележка связана с кареткой 19, на которой установлены секции с трубами. Каретка выполнена с возможностью подъема и опускания при помощн рычагов 20. Перекладыватель 12 расположен между приводными роликами 10 и транспортером 11, а перекладыватель 13 - между транспортером и конвейерным устройством со стороны загрузки труб.
Работает транспортная система линии для термообработки следующим образом.
Трубы 1 раскладываются на стеллаже загрузочного устройства 3 и с помощью рычагов 14 укладываются пучками на секции 4, установленные на перекладывателе 13. Перемещением тележки 17 перекладывателя 13 секции с трубами подаются в линию печного агрегата. Поворотом рычагов 20 каретка 19 опускается ц секции с трубами заиимают положение, показанное на фиг. 2. Угол наклона секций, устанавливаемых в линию печи, по отнощению к секциям транспортирующего органа составляет до Г. Под действием привода 6 секции с трубами, образующие транспортирующий орган, непрерывно перемещаются. Поэтому при движении транспортирующего органа (в направлении стрелки) концы с замками устанавливаемых секций соединяются с концами ранее установленных секций.
При дальнейшем перемещении соединенных
секцнй трубы попадают в печной агрегат, где проходят термообработку. При выходе труб из печного агрегата секции транспортирующего органа подходят к устройству 7 для грузки, при помощи которого трубы снимаются с секций и загружаются в карманы, а соединенные секции продолжают поступательное движение. На участке установки механизма расцепления секций, последние рассоединяются. Отсоединенные секции приводиыми роликами перемещаются до упора 21. Скорость движения секций по приводным роликам выбрана в несколько раз больше скорости движения гранспортирующего органа. Перекладывателем 12 секции подаются на транспортер 11, по которому перемещаются до упора 22 и устанавливаются на каретке 19 перекладывателя 13. В этом положении секции подготовлены для загрузки пучками труб.
0 Затем цикл работы цовторяется. При выходе из строя той или иной секции, ее заменяют без остановки всей линии.
Таким образом осуществляется замкнутый цикл автоматического иеремещения секций
конвейерного устройства печного агрегата при обеспечении термообработки изделий по заданному технологическому режиму.
Формула изобретения
Транспортная система линии для термообработки изделий, содержащая устройства для загрузки и выгрузки изделий и конвейерное устройство с транспортирующим органом, отличающаяся тем, что, с целью обеспечения замкнутого цикла автоматического перемещения, транспортирующий орган выполнен в виде секций, а система снабл ;ена механизмом расцепления секций, приводными роликами, транспортером и перекладывателями секций, один из которых размещен между приводными роликами и транснортером, а другой - между транспортером и конвейерным устройством. 0 II i w } ацида V
4- 15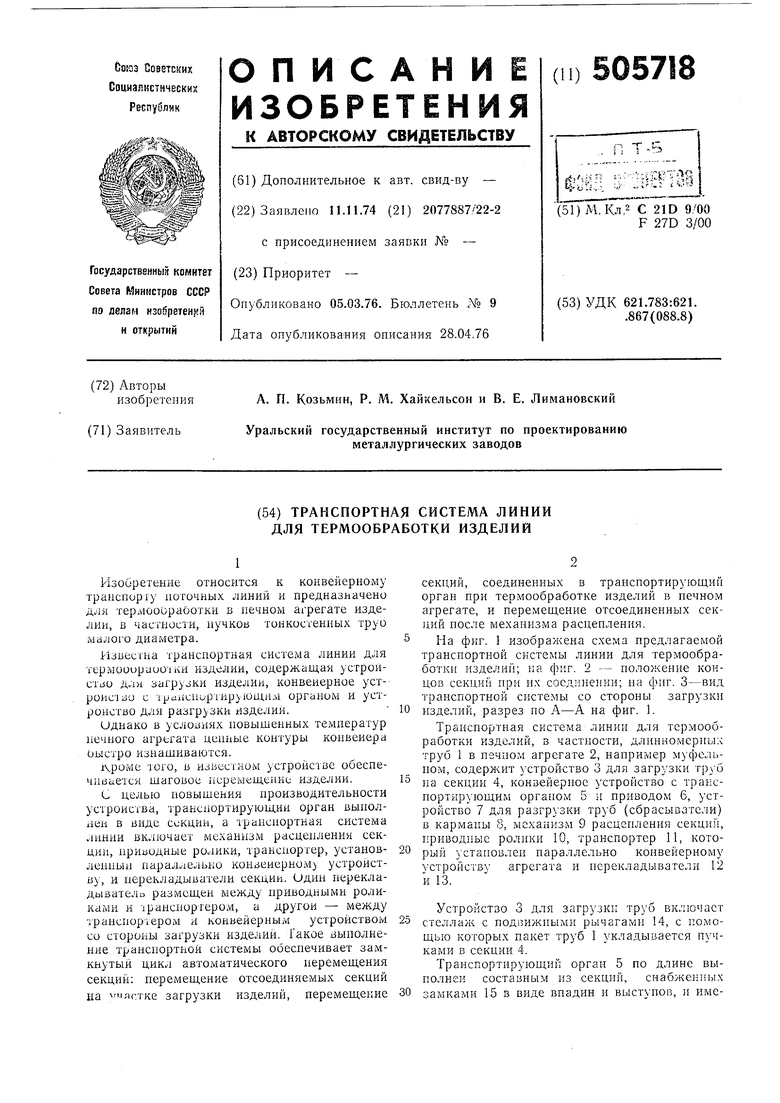
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия обработки холоднодеформированных труб | 1982 |
|
SU1135783A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
| БСГ-СОЮЗНАЯ АГРЕГАТ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ!-•T-J-I^OsIl'ivirHM | 1971 |
|
SU290933A1 |
| АГРЕГАТ ФРОНТАЛЬНЫЙ ДОЛИНСКОГО АФД, ИСПОЛНИТЕЛЬНЫЙ ОРГАН (ВАРИАНТЫ), ЦЕПЬ КОЛЬЦЕВАЯ, СТАВ АГРЕГАТА, МЕХАНИЗМ РЕГУЛИРОВАНИЯ ПО ГИПСОМЕТРИИ, СЕКЦИИ КРЕПИ, ПЕРЕКРЫТИЕ, КРЕПЬ ВАНДРУТНАЯ, ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ, ПЕРЕГРУЖАТЕЛЬ (ВАРИАНТЫ), ГИДРОДВИГАТЕЛЬ ДЛЯ ЭМУЛЬСИИ, СРЕДСТВО УПРАВЛЕНИЯ, СРЕДСТВО КОНТРОЛЯ ГРАНИЦЫ "УГОЛЬ-ПОРОДА", СПОСОБЫ МОНТАЖА И САМОМОНТАЖА | 1996 |
|
RU2114996C1 |
| Автоматическая поточная линия для изготовления штампованных изделий | 1978 |
|
SU779021A1 |
| Агрегат для термообработки стеклоизделий | 1979 |
|
SU872471A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
18
Фиг J
