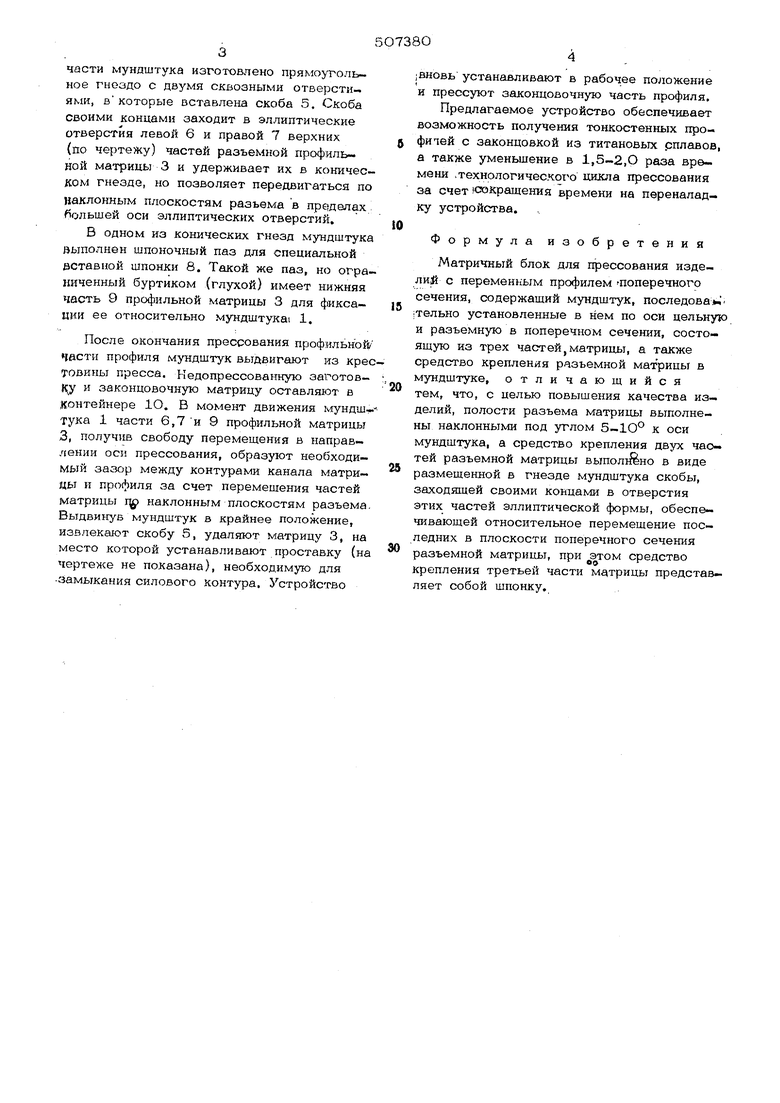
части мундштука изготовлено прямо тольное гнездо с двумя сквозными отверстиями, вкоторые вставлена скоба 5. Скоба своими концами заходит в эллиптические отверстия левой 6 и правой 7 верхних (по чертежу) частей разъемной профильной матрицы 3 и удерживает их в коническом гнезде, но позволяет передвигаться по наклонным плоскостям разьема в пределах большей оси эллиптических отверстий. В одном из конических гнезд мундштука выполнен шпоночный паз для специальной йставной шпонки 8. Такой же паз, но огра ниченный буртиком (глухой) имеет нижняя часть 9 профильной матрицы 3 для 4 1ксации ее относительно мундштука 1, После окончания прессования профильной части профиля мундштук выдвигают из кре Товины пресса. Кедопрессованную заготов- и законцовочную матрицу оставляют в контейнере Ю. В момент движения мундштука 1 части 6,7 и 9 профильной матрицы 3, получив свободу перемещения в направлении оси прессования, образуют необходимый зазор между контурами канала матрицы и профиля за счет перемещения частей матрицы JTff наклонным плоскостям разъема Выдвинув мундштук в крайнее положение, извлекают скобу 5, удаляют матрицу 3, на место которой устанавливают проставку (на чертеже не показана), необходимую для замыкания силового контура. Устройство вновь устанавливают в рабочее положение и прессуют законцовочную часть профиля. Предлагаемое устройство обеспечивает возможность получения тонкостенных профипей с законцовкой из титановых рплавов, а также уменьшение в 1,5-2,0 раза времени .технологического цикла прессования за счет юокращения времени на переналадку устройства. Формула изобретения Матричный блок для прессования изделий с переменным профилем Поперечного сечения, содержащий мундштук, последовав :тельно установленные в нем по оси цельную и разъемную в поперечном сечении, состоящую из трех част ей, матрицы, а также средство крепления разъемной матрипы в мундштуке, отличающийся тем, что, с целью повышения качества изделий, полости разъема матрицы выполнены наклонными под углом 5-1О° к оси мундштука, а средство крепления двух частей разъемной матрицы выпол1Йно в виде размеш:енной в гнезде мундштука скобы, заходящей своими концами в отверстия этих частей эллиптической формы, обеспечивающей относительное перемещение последних в плоскости поперечного сечения разъемной матрицы, при этом средство крепления третьей части матрицы представляет собой шпонку. 5 А А Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный узел пресса для прессования изделий периодического сечения | 1988 |
|
SU1690880A1 |
| Матричный блок для прессования полых профилей | 1974 |
|
SU500848A1 |
| Матричный узел для прессования полых профилей | 1974 |
|
SU504576A1 |
| Способ изготовления изделий с законцовками | 1984 |
|
SU1245378A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1978 |
|
SU903184A1 |
| ПРЕСС БРИКЕТНЫЙ УНИВЕРСАЛЬНЫЙ | 1998 |
|
RU2147994C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| Инструмент для прессования изделий переменного сечения | 1982 |
|
SU1063499A2 |

