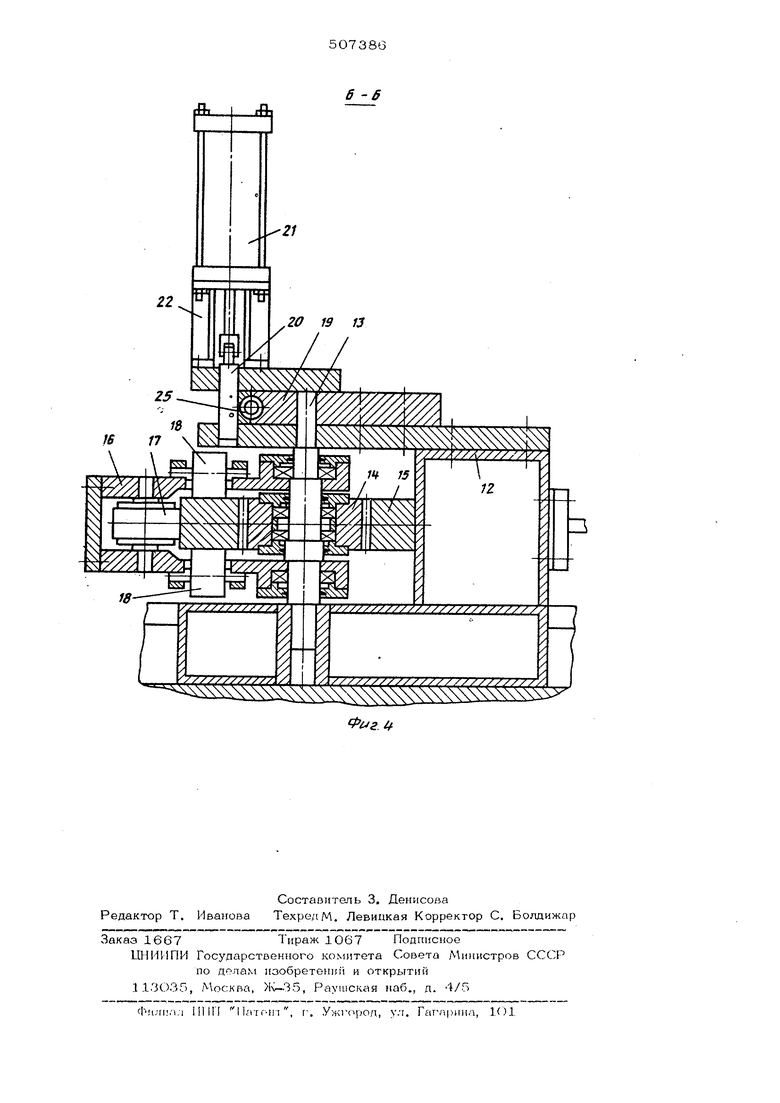
Па этоГ; (подвижно, на подшипниках (птп|юванп кароч ко 16 с опоряыкш ролнкамн 17 II поддержииак)ин1мн роликами 18. Сверху на K.opiiyce жестко закреплен гибочный игаблои 19, установленный соосно с шестерней, причем средний радиус гибочного шаблона совпадает с диаметром делительной окружиостп шестерни.
Гибочная головка 1О выполнена из тех ке э-ieMeHTOfs, что и гибочные головки 2 н rS, 1о содержит две оси 13, две шестерни 1-1 и две каретки 16, а фнксиртаяиий механизм голо/зки 1О, смонтированный над гибочным шаблоном 19 на корпусе 12, выполнен в виде упорной планки 2О, устапопленной подвижно в нанравлпюаигх корпуса н перемещающейся посредством пкев- кюнплиндра 2 1 установленнного на кронштене 22.
Такая ко)ютрукиия фиксирующего механизма пооооляет освободить зону гибки при BO3B)jaTc гибочн} гх головок 8 и 1О в исходное полол ение, что обеспечивает сохранен iHie ||)ормы изогнутой трубы.
Синхронизаиия движения гибочных голоБОК во время заботы осушествляется при помощи зобчатых реек 23 и 24, переметающихся в роликах 17 и 18 и находящихся в зацеплении с ненодвижнымк шестернями 14.
Станок работает следующим образом.
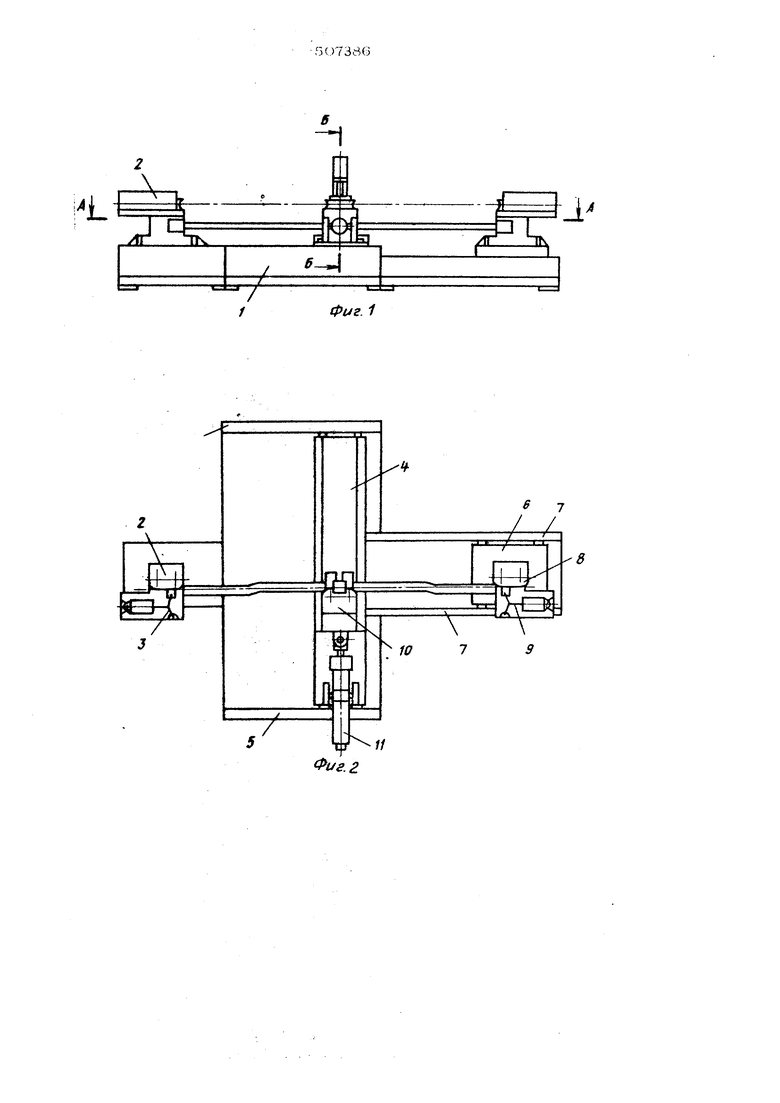
Трубу 2.5 устанавливают в ручьи гибочных шаблонов головок 2, 8 и 1О и зажимают на гибочных шаблонах нксирующими механизмами 3, 9 и планкой 2О.
При включении гидроцилиндра 11 гибочная го.ювка 1О переме)дается по напрев- ляюпшм каретки 4. При движении гибочной головки Ю рейки 23 и 24, обкатываясь вокруг неподвижных относительно гибочных головок шестерен 14, осушествля- 10 кинематическую связь между всеми гибочтнлми головками, заставляя хнбочные
шаблонь) выполнят1 заданную форму змое- вика (см. фиг. 5} за счет смешения каретки 4 по направляющим 5 и каретки 6 но направляющим 7 в сторону неподвижной гибочной голодки 2. В процессе такого перемешения кареток зафиксированная часть трубы с1юрмуется по шаблонам, в результате чего образуются строго фиксированные гибы.
По окончании гибки труба освобождается от зажимов , упорная планка 2О поднимается вверх, открывай зону гибки, и при включении гидроцилиндра 11 на обратный ход гибочные головки 8 и 1О вместе
,с шаблонами возвращаются в исходное по- ложение, а труба перемешается на последующую гибку, до тех пор пока гиб, обра- зованный гибочной головкой 8, не переместится в ручей гибочного шаблона неподвиж-
пой головки 2. Этим достигается высокая точность гибки, так как изогнутая часть трубы является базой для последующей гибки .
Все носледуюшие операпии Отовторгшзтся
аналогично описанным выше.
Формула изобретения
Станок для гибки змеевиков, содержащий станину, снабженную взаимно перпендикулярными направляющими, на которых с воз можностью перемещения уст.новлены каретки, Кинематически связанные между собой двуплечим шарнирно-рычажным механизмом, от л и чающийся тем, что, с целью повышения качества, каждая из кареток вы- полнена в виде корпуса и снабжена укрепленными на нем гибочным шаб.чоном и соос- но установленной с ним новоротной обоймой с направляющими роликами и фиксатором, соединенным через щестерню с двуплечиам шарнирно-рычажным механизмом, каждое плечо которого выполнено в виде реек.
. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок | 1981 |
|
SU988410A1 |
| Станок для изготовления змеевиков | 1981 |
|
SU997905A1 |
| Станок для двусторонней гибки труб | 1984 |
|
SU1156768A2 |
| Станок для изготовления змеевиков | 1977 |
|
SU725766A1 |
| Устройство для изготовления змеевиков | 1982 |
|
SU1160041A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1248692A1 |
| Трубогибочная машина | 1985 |
|
SU1299655A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |

tf r-i - JU
/
/
Фиг. г
7
/ /
r
г.
