С целью повышения эффективности (точности и быстродействия) устройства автоматического регулирования толщины нолосы предлагается осуществлять быстрое изменение давления внутри нолостей цилиндров гидрораонора и, тем самым, усилий -гндрораснора при помощи клапанов наполнения и слива, причем детали каждой клапанной нары (клапаны и их седла) связываются с противостоящими подушками рабочих валиков, вследствие чего относительное перемещение подушек приводит к соответствующему открытию или закрытию клапанов.
Высокое быстродействие такого устройства обеспечивается непосредственной связью подушек с деталями клапанной пары.
Кроме того, предлагаемое устройство конструктивно проще устройств гидрораопора, работающих в режиме постоянного усилия на нажимных винтах, так как в предлагаемом устройстве отсутствуют тензорезисторные пли магнитоунругие месдозы, мосты, нреобразователи и прочее.
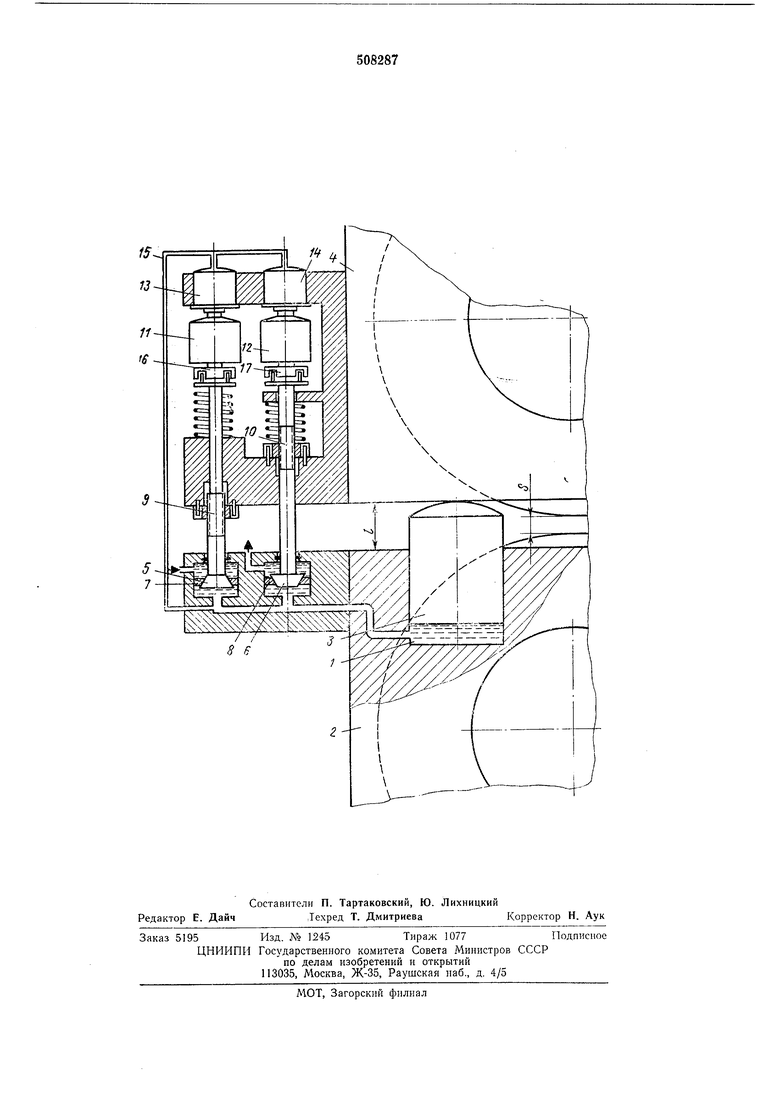
На чертеже схематически изображено предлагаемое устройство.
Распорпый гидравлический цилиндр 1 размещается в одной из подушек 2 (например, нижней), плунжер 3 распорного цилиндра упирается в противостоящую (например, верхнюю) подущку 4 второго рабочего валка. Клапаны наполнения 5 и слива 6 рабочей полости распорного гидроцилиндра смонтированы в общей с ней подушке так, что щтоки этих клапанов связаны с противостоящей верхней подущкой, а их седла 7, 8 с нижней.
Рабочая жидкость подводится к клапану наполнения от источника высокого давления.
Положение запорных поверхностей клапанов наполнения 5 и слива 6 относительно подущки 4 может изменяться при помощи винтовых участков 9 и 10 на клапанах при повороте клапапов шаговыми (например, электрическими) двигателями 11 и 12.
Корпуса шаговых двигателей 11 и 12 могут поворачиваться при помощи вспомогательпых гидродвигателей 13 и 14 поворота корпусов шаговых двигателей в зависимости от давлепия в полости раопорного гидроцилиндра, которое передается трубопроводом 15 с гибким участком или телескопическим соединением.
Кроме показанного на схеме варианта конструкции возможен и такой, при котором от шаговых двигателей вращаются гайки, а клапаны прн этом перемещаются поступательно.
Такое выполнение клапанного узла позволяет при изменениях расстояния между подущ1ками в одну из сторон перемещение клапанов 5 и 6 вместе с верхней подущкой 4: клапан 5 перемещается вместе с верхней подущкой при уменьшении расстояния между подушками и имеет свободный ход относительно верхней подушки при увеличении расстояния между подушками, а клапан 6 перемещается при увеличепии расстояния между нодушкамн и имеет свободный ход при уменьщении расстояния между подушками.
Свободный ход клапанов в осевом направлении обеспечивается телескопическими муфтами 16 и 17.
При своем свободном ходе относительно верхней подушки каждый клана остается закрытым и открывается при ходе клапана совместно с нодушкой.
Для уменьшения действующих усилий при применяемых в устройстве высоких давлениях могут быть использованы клапаны разгруженной конструкции.
Работа описаппого устройства для автоматического регулирования толщины прокатываемой полосы происходит следующим образом.
Установка ра бочих валков на заданную толщину полосы (после перевалки валков или при перестройке стана) производится нажимными устройствами клети, после чего закрывается клапан 6 слива при noiMonui шагового двигателя 12 и после обеспечения в распорпом гидроцилппдре необходимого давления закрывается клапан 5 наполнения при помощи шагового двигателя 11.
Прн толщине полосы, равной заданной,
расстояние между подушками таково, что изменения положенпя клананов не происходит. При увеличении толщины полосы увеличивается расстояние между подущками валков, клапан 5 благодаря действию муфты 16
остается закрытым, а клапан 6, перемещаясь с верхней подущкой 4, открывается и уменьшает давление в полости распорного цилиндра. С уменьшением давления (усилия) гидрораонора увеличивается давление валков на
металл, которое приводит к уменьшению толп ины полосы, а следовагельно, возвращает подушки к исходному расстоянию между ними, нри котором клапан слива закрывается. При уменьшении толщины полосы взаимодействие элементов устройства происходит
в порядке, обратном только что описанному.
При постоянном положении нажимных
винтов с увеличением давления металла на
валки давление в распорном гидроцилиндре
падает, а с уменьшением давления металла на валки давление в распорном цилиндре растет.
Эту зависимость предлагается использовать для введения коррекции по давлению
металла на валки. Для осуществления коррекции корпуса шаговых двигателей 11 и 12 поворачиваются в соотвегст1вующую сторону при помощи гидродвигателей 13 и 14, поворот роторов которых пропорционален давлению в полости раснорного гидроцилиндра. Поворот корпуса шагового двигателя приводит к повороту па равный угол его выходного вала, а следовательно, и к соответствуюнт,ему изменению положения запорной поверхности клапана и измепепию давлепия в полости распорного гидроцилиндра, что изменяет давление прокатки и с ним толщину металла в нужном направлении.
Для компенсации погрешности профиля полосы в ряде случаев необходима раздельная установка зазора на концах валков, что соответствует раздельной установке расстояний между подушками со стороны привода валков и перевалки. Для этого в предлагаемом устройстве производится независимая установка запорных поверхностей клапанов 5 и 6 устройств каждого из комплектов подушек (со стороны привода валков и леревалки) при помопди своих шаговых двигателей II и 12. Такая независимая установка запорных поверхностей клапанов может осуществляться дистанционно онератором или от датчиков толщины полосы системы регулирования, или от управляющей вычислительной машины.
Формула изобретения
1. Устройство для автоматического регулирования толщины прокатываемой полосы, содержащее распорные гидравлические цилиндры, установленные между подущками.
рабочих валков, в одной из которых выполнены их рабочие полости, клапаны наполнения и слива рабочих нолостей распорных гидроцилиндров, отличающееся тем, что, с целью
повышения эффективности регулирования и унрощения конструкции, упомянутые клапаны для каждой рабочей полости смонтированы в общей с ней подушке рабочего валка, а штоки этих клапанов связаны с противостоящей нодушкой второго рабочего валка, жестко в нанравлении открывания клапана и подвижно в противоположном направлении.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения настройки устройства, шток каждого клапана выполнен с винтовым участком и связан этим участком с подушкой через смонтированную на ней гайку, а один из элементов указанной винтовой пары через телескопическую муфту соединен с шаговым, например, электрическим двигателем.
3.Устройство по п. 2, отличающееся тем, что, с целью введения коррекции по давлению прокатки, оно снабжено гидродвигателями поворота корпусов шаговых двигателей, питаемыми от рабочих полостей распорных гидродилиндров.
iS
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Устройство для регулирования профиля и формы полосы на стене кварто | 1973 |
|
SU440174A1 |
| Устройство для автоматическогоРЕгулиРОВАНия ТОлщиНы пОлОСы пРипРОКАТКЕ | 1979 |
|
SU845911A1 |
| Устройство для стабилизации межвалкового зазора прокатной клети | 1980 |
|
SU931256A1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1989 |
|
SU1635386A1 |
| Устройство для автоматического регулирования толщины полосы при прокате | 1978 |
|
SU778846A1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1979 |
|
SU880533A2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРИКЛЕИВАНИЯ ПОДОШВ ОБУВИ | 1964 |
|
SU164821A1 |
| Устройство для регулирования межвалкового зазора прокатной клети | 1984 |
|
SU1201008A2 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПОРА ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 1990 |
|
SU1721900A1 |