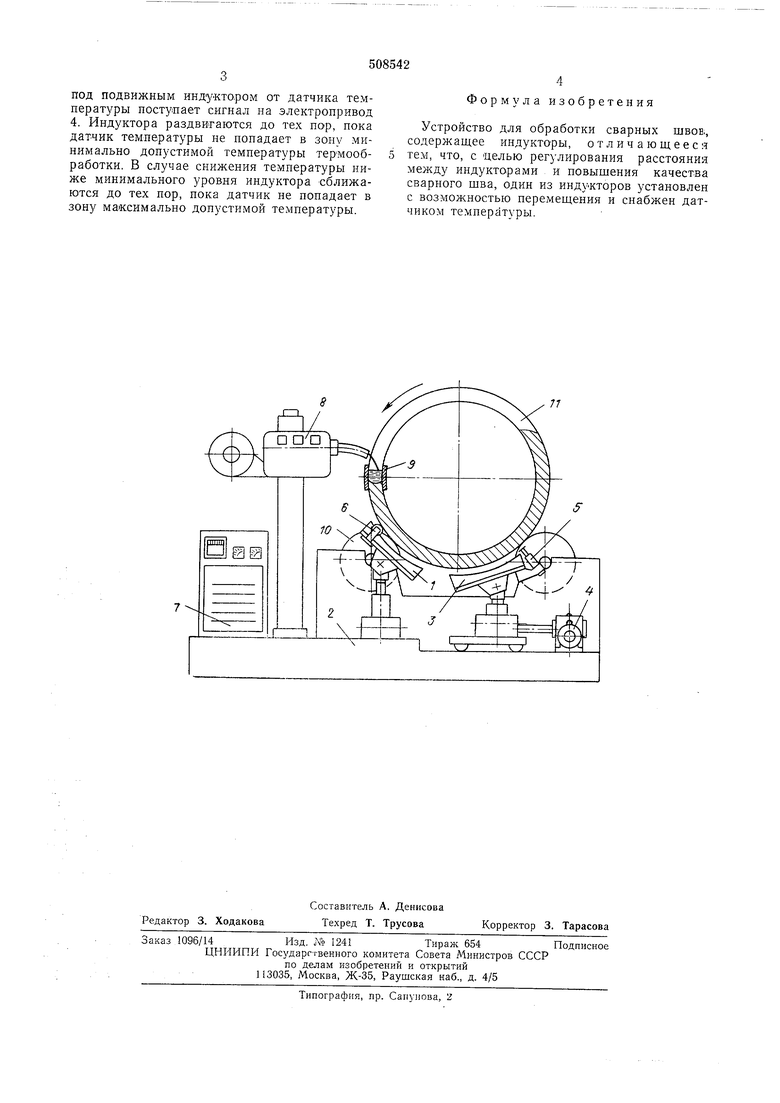
под подвижным индуктором от датчика температуры поступает сигнал на электропривод 4. Индуктора раздвигаются до тех пор, пока датчик температуры пе попадает в зону минимально допустимой температуры термообработки. В случае снижения температуры ниже минимального уровня индуктора Сближаются до тех пор, пока датчик пе попадает в зону максимально допустимой температуры.
Формула изобретения
Устройство для обработки сварных швов., содержащее индукторы, отличающееся тем, что, с целью регулирования расстояния между индукторами и повышения качества сварного шва, один из индукторов установлен с возможностью перемещения и снабжен датчиком температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1977 |
|
SU733918A1 |
| Способ высадки труб без формообразующих элементов | 1991 |
|
SU1797512A3 |
| Способ автоматического регулирования процесса стыковой сварки с индукционным нагревом | 1977 |
|
SU733919A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1670586A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2018 |
|
RU2704951C1 |
| Способ контактной стыковой сварки под водой | 1988 |
|
SU1637976A1 |
| Способ управления нагревом углового сварного соединения цилиндрических изделий и устройство для его осуществления | 1982 |
|
SU1085021A1 |
| Способ нагрева деталей из металлических порошков и устройство для его осуществления | 1986 |
|
SU1470460A1 |
| СПОСОБ РАЗВОДОРОЖИВАНИЯ СВАРНЫХ ШВОВ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ | 2014 |
|
RU2580582C2 |
| Система автоматического отвода и прижатия опорных роликов иглофрез и вырезки сварного шва к агрегату обработки полосы иглофрезами | 1978 |
|
SU738708A1 |
77
