1
Изобретение касается загрузочных устройств для подачи деталей в станок и може быть использовано, например, для загрузки многошпиндельных полуавтоматов.
Известно загрузочное устройство типа тел вращения с лотком, направляющей втулкой и подающей цангой, соосной шпинделю.
Целью изобретения является упрощение конструкции загрузочного устройства.
Это достигается тем, что подающая цанга снабжена вырезом для западания в нее заготовки и выполнена поворачивающейся вокруг своей оси. Это обеспечивает одновременное отсекание очередной детали и подачу ее в зажимной механизм станка.
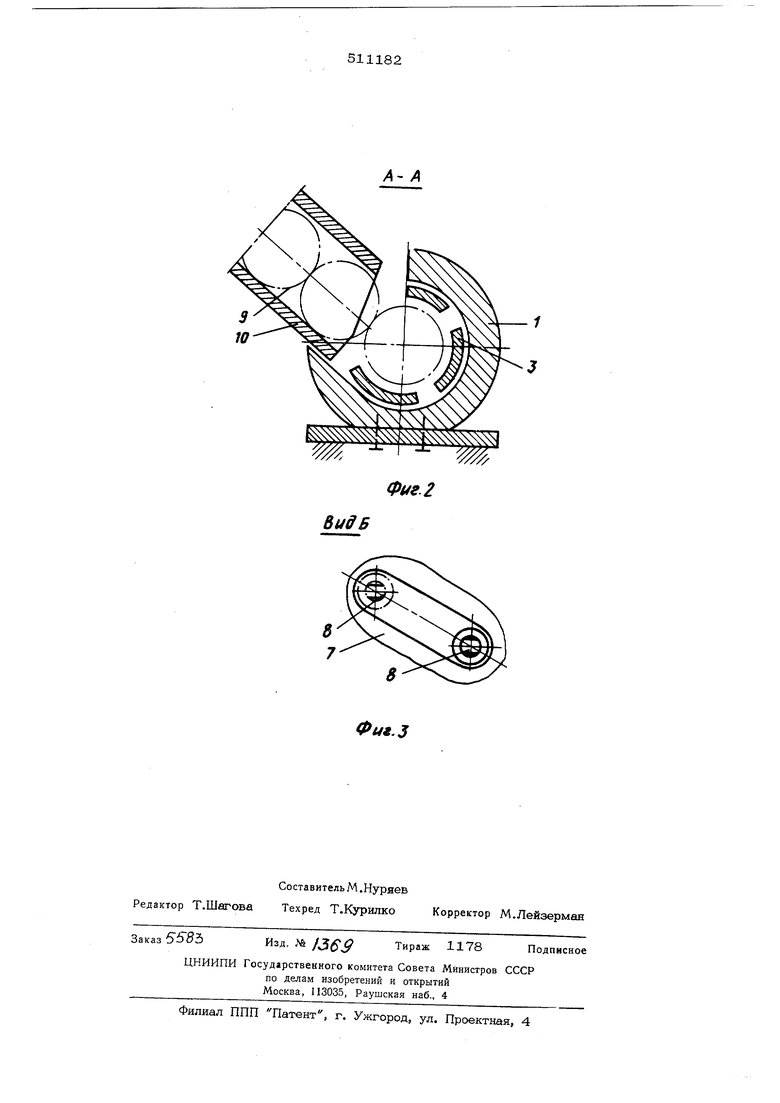
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1.
Устройство состоит из направляющей втулки 1 (см. фиг. 1) и несущей втулки 2 во внутренних полостях которых помещена цанга 3, жестко скрепленная с хвостовиком 4, который содержит толкатель 5. На
резьбовой части несущей втулки 2 посредством контргайки 6 закреплена пазовая уп« равляющая втулка 7, в пазах которой (см. фиг. 3) заключены два диаметрально расположенных и закрепленных в хвостовике 4 ведомых пальца 8. Через питающий лоток 9 в полость цанги 3 поступают детали 10. К лотку 9 прикреплен выключатель конечной системы электрогидроуправ- ления, входящий в контакт с упором 11, закрепленным на механической части станка 12, содержащей зажимной механизм 13. Устройство работает следующим образом. По питающему лотку 9 непрерывно подают детали 10.
. Таким образом, в исходном положении устройства цанга 3 всегда загружена одной деталью, куда последняя заходит сквозь загрузочный вьфез. Упор 11, закрепленный на механической части станка 12, воздействует на конечный выключатель. Последний связан с электрогидравлической системой, приводящей в движение хвостовик 4 и жестко связанную с ним цангу 3. При движении в левую сторону хвостовик 4
при помощи ведомых пальцев 8 и пазовой управляющей втулки 7 (см. фиг. З) одновременно поворачивают вокруг своей продольной оси по ходу часовой стрелки (см. фиг. 2). В силу чего происходит отсекание очередной детали и предварительная подача ее в зону действия зажимного механизма 13 станка .12. При правой нарезке пазов (см. фиг. З) угол подъема винтовой линии обеспечивает самоотвинчивание. Двигая в направляющей втулке 1 цангу 3, разжимают поверхность участка а-б, которая принимает положение, параллельное оси цанги. В этот момент посредством электрогидравлической системы приводят в движение толкатель 5; с помощью толкателя деталь Ю продвигают влево в участок центрирования, центрируют и подают в зажимной механизм 13 станка 12 до упора. Посредством электрогидравлического устройства, например реле давления, устройство приводит в исходное положение. Шнга 3 имеет конусххэбра ную поверхность б-с, обеспечиваквцую четкую фиксацию и последующее правиль- нов направление детали в участок центрирования а-б при воздействии в нее толкателя 5, а также предохраняющую от случайного выпадания детали из участка центрирования, когда толкатель 5 ставят в исходном положении.
Формула изобретения
Загрузочное устройство для деталей типа тел вращения с лотком, направляющий втулкой и подающей цангой, соосной шпинделю, отличающееся тем, что, с. целью упрощения конструкций, подающая цанга снабжена вырезом для западания в него заготовки и выполнена поворачивающейся вокруг своей оси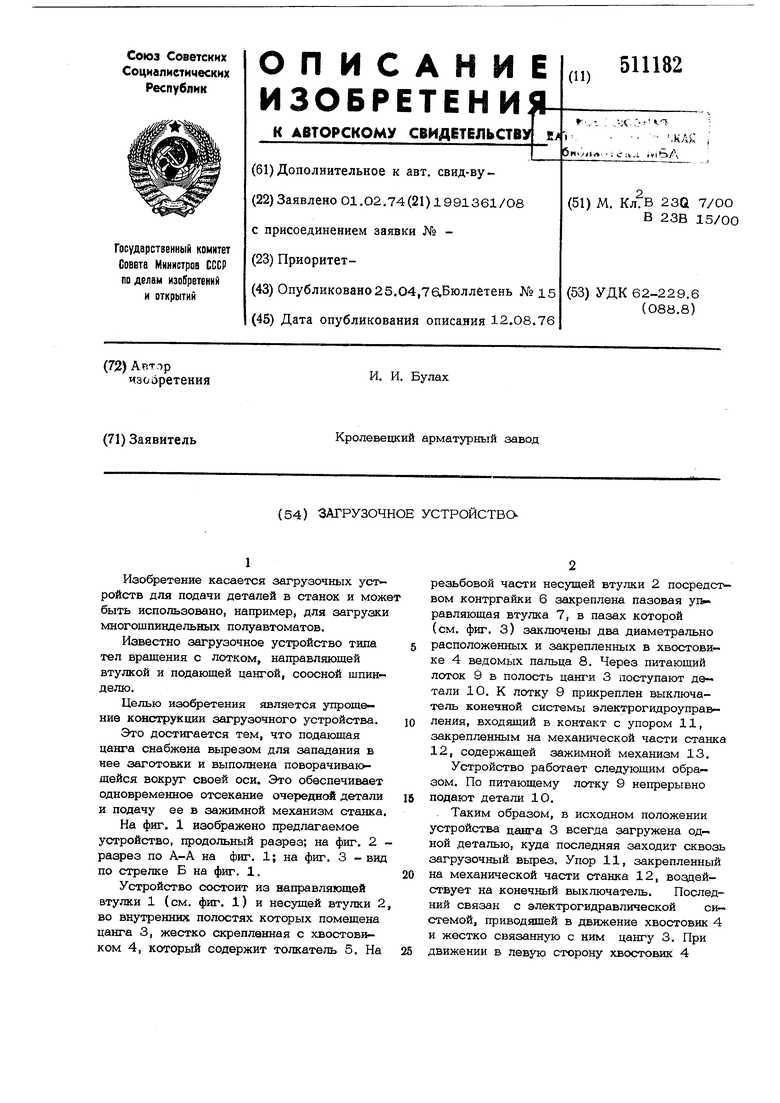

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| Загрузочное устройство | 1987 |
|
SU1537460A1 |
| Загрузочное устройство к токарноревольверному | 1974 |
|
SU515624A1 |
| Загрузочное устройство к токарному многошпиндельному станку | 1991 |
|
SU1816637A1 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1563893A1 |
| Роторный станок | 1980 |
|
SU906667A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1238917A1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
| Загрузочное устройство | 1976 |
|
SU648379A1 |
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
г J 4 5 S Ф8/е.1 7
Ш - 1 Ш
Buds
Фиг. 2
