Изобретение относится к области технологических смазок для пресс-форм литья цветных металлов под давлением, преимущественно свинцовых сплавов. В последнее время для литья изделий из свинца под давлением применяют высокопроизводительные машины литья под давлением с механизированной системой смазки. На высокопроизводительных литейных ма шинах с механизированными системами смаз ки наиболее подходящими являются жидкие смазочно-раздел$пощие покрытия, обладающие достаточно высокими разделяющими свойствами и хорощей термической стабильностью. Имеющиеся в ассортименте отечетственные рецептуры смазок для пресс-форм обладают хорошими разделяющими способностями и эксплуатационными свойствами при литье алюминиевых и цинковых сплавов. Однако они не пригодны для литья свинцовых сплавов, так как качество свинцовых отливок не отвечает предъявляемым требованиям. Так, известна смазка для литья алюминиевых сплавов, имеющая состав, вес. %: Нефтяная фракция, выкипающая при 170-240°С4О-60 ТрихлорЭтилен3-7 Остаточное масло с вязкостью 21-32 ест До 100 Применение этой смазки в качестве сманого покрытия при литье свинцовых сплане обеспечивает необходимых раздел$посвойств и качества отливок. С целью повышения качества свинцовых ивок предлагают в состав известной СОЖ основе минерального масла и нефтяной кции, выкипающей при 17О-24О С, донительно вводить нефтяной петролатум, лоидно-графитовый препарат, полиметалат и диалкилбензилэтиленсульфид. Состав предлагаемой смазки, вес. %: Петролатум нефтяной10-15 Минеральное масло с вязкостью 20-21 ест при бО С11-1,4 Полиметакрилат1-1,5 Коллоидно-графитовый препарат11-13 Нефтяная фракцияДо 10О
Опытный образец смазки готовят по следующей технологии.
В мешалку-реактор, снабженную подогревом и механическим перемешиванием, загружают 10% петролатума и подогревают до температуры. 8О-90°С, затем добавл$пот 14,5% минерального масла, -предварительно загущенного 1% полиметакрилата, 12,5% коллоидно-графитового препарата и 1% присадки диметилбензилэтиленсульфида (АБЭС). Затем устанавливайт температуру 60-70°С, При этой температуре производят смешение продуктов в течение 2-4 час. Смешанные продукты охлаждают до температуры 20°С и добавляют к ним 62% нефтяной фракции, выкипающей при 170-240°С. Затем ведут перемешивание 2-4 час. Приготовленная таким образом смесь названных продуктов
представляет собой готовуюсмазку для литья свинцовых изделий.
Состав опытного образца предлагаемой смазки, вес. %:
Минеральное масло13,5
Полиметакрилат1,0
Петролатум10,0
Коллоидно-графитовый
препарат12,5
Диалкилбензил этиленсульфид (АБЭС)1,0
Нефтяная фракция62,0
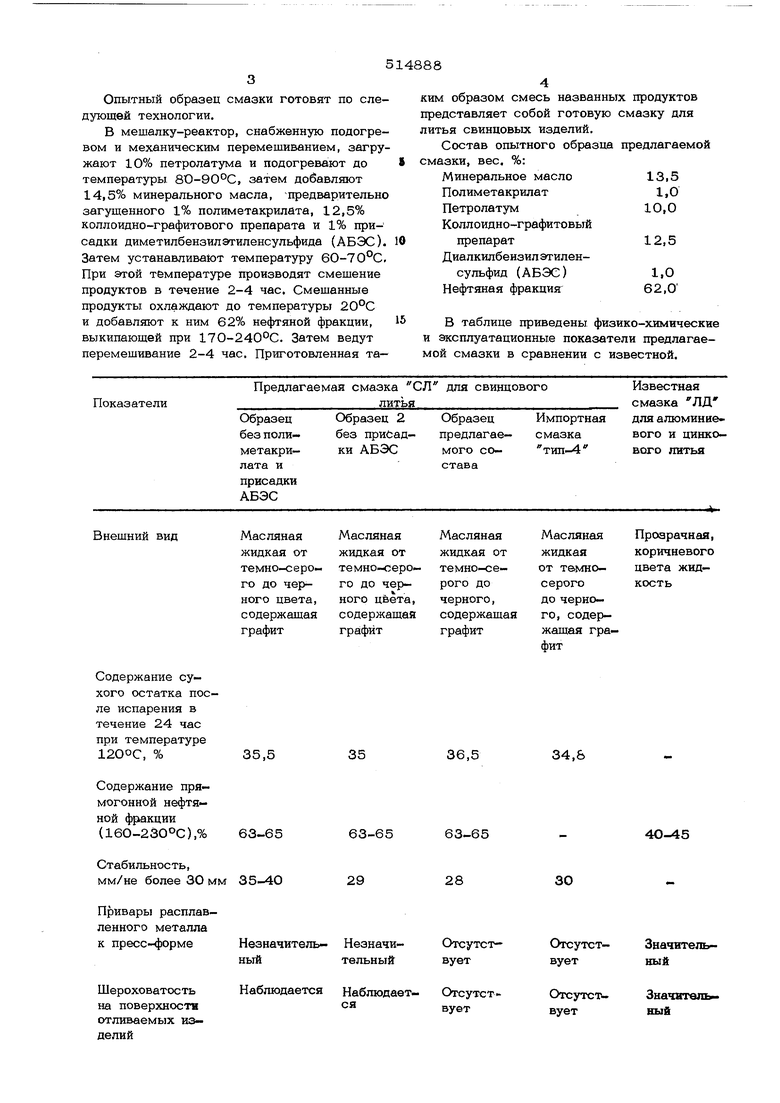
В таблице приведены физико-химически и эксплуатационные показатели предлагаемой смазки в сравнении с известной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ПРЕССФОРМ ЛИТЬЯ МЕТАЛЛОВ ПОД ДАВЛЕНИЕМ | 1973 |
|
SU427983A1 |
| Смазка для стекольных форм | 1978 |
|
SU688452A1 |
| СМАЗКА ДЛЯ ПРЕСС-ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 1991 |
|
RU2028372C1 |
| Смазка для холодной обработки ме-таллов давлением | 1974 |
|
SU509637A1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ "ЭКОЛОГ" | 1999 |
|
RU2179493C2 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ ДАВЛЕНИЕМ ЦВЕТНЫХ МЕТАЛОВ И ИХ СПЛАВОВ | 1985 |
|
SU1840620A1 |
| Смазка для пресс-форм литья преимущественно медных сплавов с кристаллизацией под давлением | 1983 |
|
SU1139559A1 |
| Способ получения комплексной алюминиевой пластичной смазки | 1974 |
|
SU524832A1 |
| Пластичная смазка для спуска судов со стапелей | 1982 |
|
SU1027191A1 |
| Уплотнительная смазка для пробковых кранов газовой аппаратуры | 1977 |
|
SU727675A1 |
35,5
63-65 м
35-40
Незначитель- Незначиныйтельный
Наблюдается Наблюдается
36,5
34,8
63-65
63-65
4О-45
28
30
ОтсутстЗначительныйвует
ОтсутстЗначвтвлыныйвует г51488 Испытания опытных образцов смазки в сравнении с известной смазкой и импортной I тип 4 ) проводят в промышленных уелоifav в,,„,J. акст1УатаЗп;„.° и« сТаГГнахопТ. свойствам предлагаемая кГ nS, импортной смазки, обладает более высоко разделяющей способностью и может применяться для прессформ при литье под давлением свинцовых 10 сплавов на современных высокопроизводительных литейных машинах. Получаемые изделия по всем показателям отвечают предьявляемым к ним требованиям Формула изобретения Смазка для пресс-форм литья металлов под давлением на основе минерального мае8б па и нефтяной фракции, выкипающей при 170-2400С. отличающаяся тем. что. с целью повышения качества свинцовых ОТЛИВОК, смазка дополнительно содержит полиметакрилат, петролатум, коллоидно-графи овый препарат и диалкилбензил иленсульфид при следующем соотношении компонентов. вес. % Минеральное масло11-14 Полиметакрилатi-i 5 п иетролатум10-15 Коллоидно-графитовый препарат11-13 Диалкилбензилэтиленсульфидl j 5 Нефтяная фракцияДо 100
