3
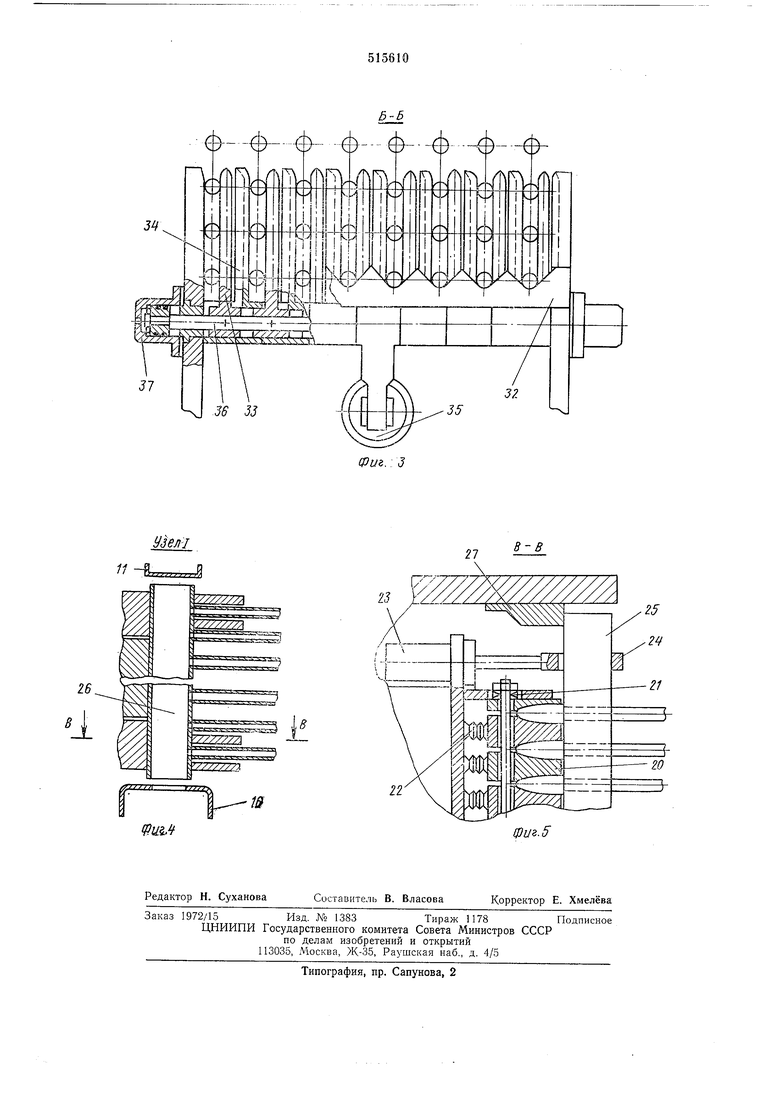
Верхний токоподвод 5 перемещается силовыми гидроцилиндрами 9 по направляющим 10. ЗажИМ привариваемой глухой стенки 11 радиатора осуществляется гидроцилиндрами 12.
Нижний токоцодвод 6 перемещается силовыми гидроцилиндрамн 13.
УстаноБленными на плите гидроцилиндрами 14 осуществляется перемещение дорпов 15 для калибровки отверстий в коробках 16 изделия после сварки, которые зажимаются гидроцилиндрами 17.
На среднем токоподводе 7 установлены сварочные трансформаторы 18 с гибкими токоподводами 19, соединенными с разрезным дополнительными токонодводами 20, которые поджимаются соответствующими боковыми 21 и задними 22 упругими элементами.
В передней части среднего токоподвода 7 установлены гидроцилиндры 23, в проушины
24которых вводятся токонроводящие ножи
25для зажима коллекторов секций 26 радиатора, концы которых опираются на токоподводящие упоры 27.
Перемещение среднего токоподвода 7 осуществляется гидроцилиндром 28.
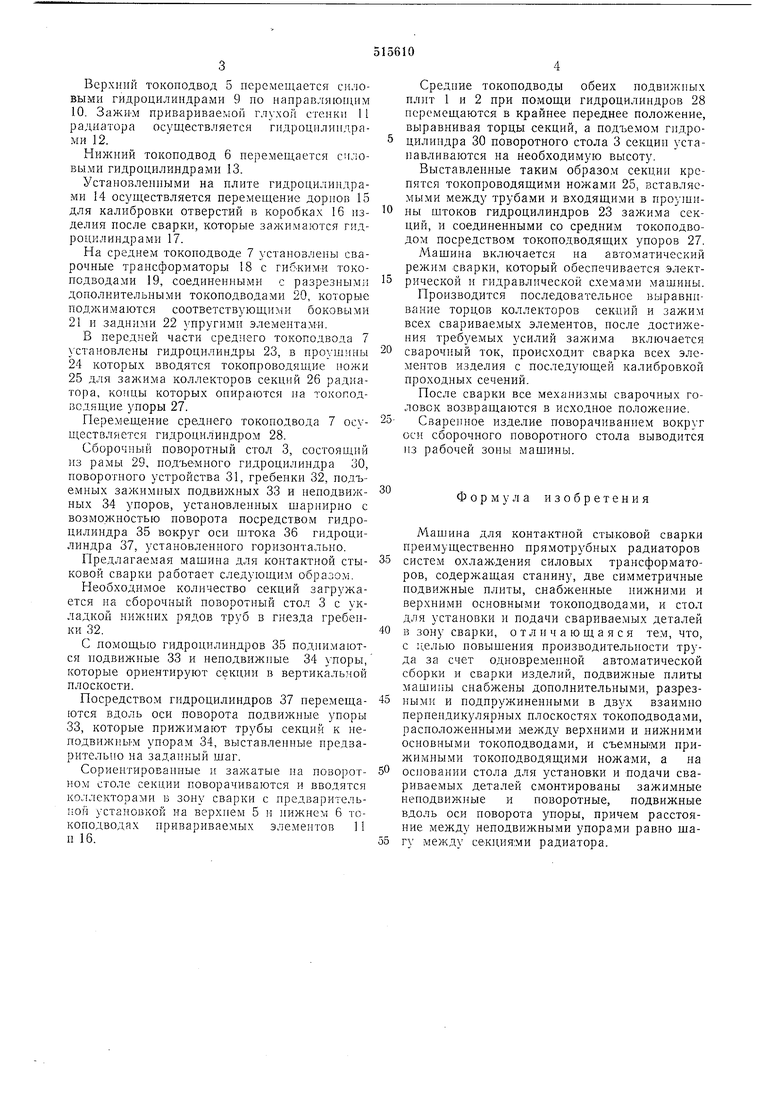
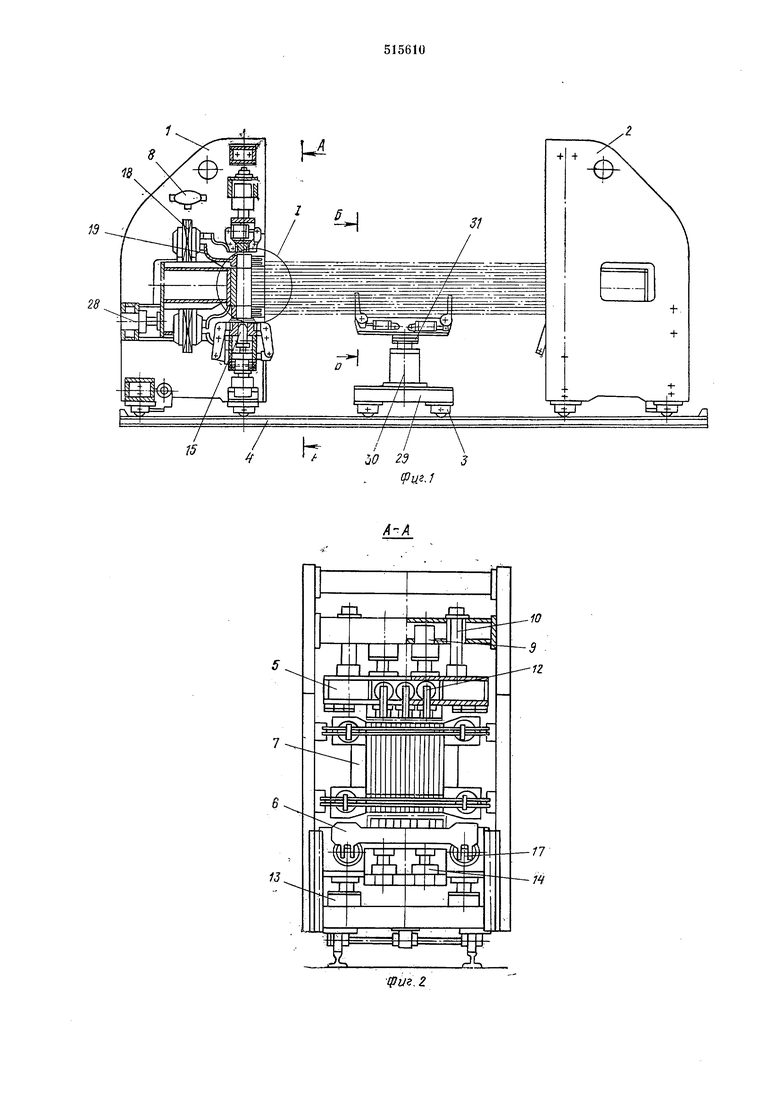
Сборочный поворотный стол 3, состоящий из рамы 29, подъемного гидроцилиндра 30, поворотного устройства 31, гребенки 32, подъемных зажимных подвижных 33 и неподвижных 34 упоров, установленных шарнирно с возможностью поворота посредством гидроцилиндра 35 вокруг оси штока 36 гидроцилиндра 37, установленного горизонтально.
Предлагаемая мащина для контактной стыковой сварки работает следующим образом.
Необходимое количество секций загружается на сборочный поворотный стол 3 с укладкой нижних рядов труб в гнезда гребенки 32.
С помощью гидроцилнпдров 35 подиимаются подвижные 33 и неподвижные 34 упоры, которые ориентируют секции в вертикальной плоскости.
Посредством гидроцилиндров 37 перемещаются вдоль оси поворота подвижные упоры 33, которые прижимают трубы секций к иеподвижнЫМ упорам 34, выставленные предварительно на заданный шаг.
Сориентировапные н зажатые па новоротном столе секции поворачиваются и вводятся коллекторами в зону сваркн с предварительной установкой на верхнем 5 н нижнем 6 токонодводах нривариваемых элементов 11 п 16.
4
Средние токоподводы обеих нодвижных плнт 1 и 2 при помощи гидроцилиндров 28 перемещаются в крайнее переднее положение, выравнивая торцы секций, а подъемом г дроцилиндра 30 поворотного стола 3 секцин устанавливаются на необходимую высоту.
Выставленные таким образом секции крепятся токопроводящими ножами 25, вставляе.мыми между трубами и входящими в нроущииы щтоков гидроцилиндров 23 зажима секций, и соединенными со средним токоподводом посредством токонодводящих упоров 27. Машина включается на автоматический режим сварки, который обеспечивается электрической и гидравлической схемами машины. Производится последовательиое выравнивание торцов коллекторов секций и зажим всех свариваемых элементов, носле достижения требуемых усилий зажима включается сварочный ток, происходит сварка всех элементов изделия с последующей калибровкой проходных сечений.
После сварки все механизмы сварочных головок возвращаются в исходное положение. Сваренное изделие поворачиванием вокруг оси еборочного новоротного стола выводится нз рабочей зоны машины.
Формула изобретения
Машина для конта ктной стыковой сварки преимущественно прямотрубных радиаторов
систем охлаждения силовых трансформаторов, содержащая станину, две симметричные нодвижные плиты, снабженные нижними и верхними основными токонодводами, и стол для установки и нодачи свариваемых деталей
в зону сварки, отличающаяся тем, что, с целью новышения производительности труда за счет одновременной автоматической сборки и сварки изделий, подвижные плиты машины снабжены дополнительными, разрезными и подпружиненными в двух взаимно перпендикулярных плоскостях токонодводами, расположенными между верхними и нижними основными токонодводами, и съемными прижимными токоподводящими ножами, а на
основании стола для установки и подачи свариваемых деталей смонтированы зажимные неподвижные и поворотные, нодвижные вдоль оси поворота упоры, причем расстояние между неподвижными упорами равно шагу между секциями радиатора. аО 29 3
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU187896A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОТОПИТЕЛЬНЫХ РАДИАТОРОВ В БАТАРЕЮ | 1966 |
|
SU180274A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ | 1972 |
|
SU326031A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Машина для стыковой электроконтактной сварки труб большого диаметра | 1973 |
|
SU500934A1 |
| Машина для контактной стыковой сварки | 1987 |
|
SU1796378A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
10
фиг. Z
Фиг. 3
8- В
22
