2. я с я 1013087 Линия по п. 1, о т л и ч а ю щ а - гибких воздухонапорных рукавов, установтем, что основание выполнено в виде ленных по периметру виброподъемного стола.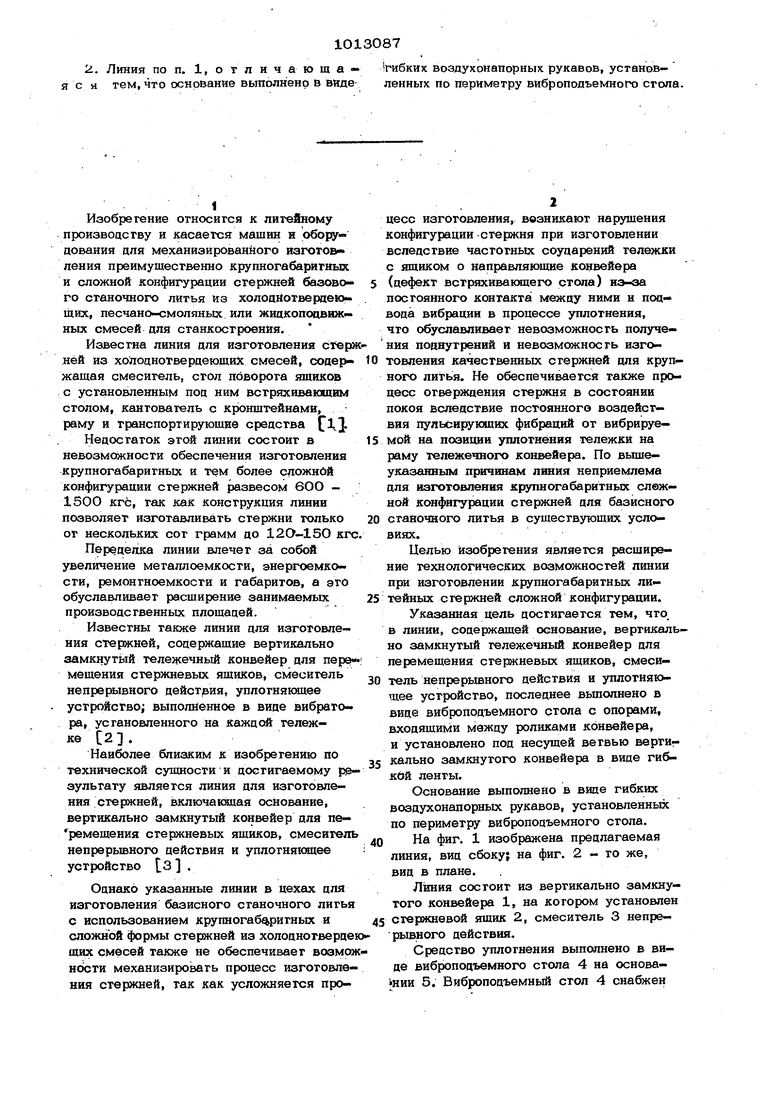

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления стержней | 1978 |
|
SU706180A1 |
| Линия изготовления стержней | 1987 |
|
SU1452640A1 |
| СПОСОБ ЛИТЬЯ ТОРМОЗНЫХ КОЛОДОК И КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2462328C2 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Линия для изготовления стержней | 1980 |
|
SU980931A1 |
| Линия для изготовления литейных форм и стержней | 1984 |
|
SU1163971A1 |
| Устройство для изготовления стержней | 1981 |
|
SU946784A1 |
| Линия для изготовления литейных стержней | 1978 |
|
SU749542A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| ЛИТЕЙНАЯ ЛИНИЯ | 1991 |
|
RU2029659C1 |
1. ЛИНИЯ ДЛЯ И31ХУГОВЛЕ НЙЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ, включающая основание, вертикально-замкнутый конвейер для перемещения стержневых ящиков, смеситель непрерывного действия и уплотняюшее устройство, отличающ а я с я тем, что, с целью расщирения технологических возможностей линии при изготовлении крупногабаритных литейных стержней сложной конфигурации, уплотн юшее устройство выполнено в виде вибро подъемного стола с опорами, входящими между роликами конвейера, и установлено под несущей ветвью вертикально..заМ10 - того конвейера в виде гибкой ленты. СО СХ) 
Изобрегение относигся к лигеЙному произвоцсгву и касается машин и оборудования для механизированного изгогов- ления преимущественно крупногабаритных и сложной конфигурации стержней базово го станочного литья из холодйотвердею щих, песчано-смоляных или жидкоподвиж- ных смесей для станкостроения. Известна линия для изготовления стер ней из хойоцнотвердеющих смесей, соаер жащая смеситель, стол поворота ящиков с установленным под ним встряхивакхцвм столом, кантователь с крошитейнами, раму и транспортирующие средства ClvJ Недостаток этой линии состоит в невозможности обеспечения изготовления крупногабаритных и более сложнйй конфигурации стержней развесом 6ОО 1500 кгб, так как конструкция линии позволяет изготавливать стержни только от нескольких сот грамм до 12О-15О кгс Переделка линии влечет за собой увеличение металлоемкости, энергоемкости, ремонтноемкости и габаритов, а это обуславливает расщирение занимаемых производственных площадей. Известны также линии для изготовления стержней, содержащие вертикально замкнутый тележечный конвейер для пер мещения стержневых ящиков, смеситель непрерывного дейстрия, уплотняквцее устройство; выполненное в виде вибратора, установленного на каждсй тележке 2 . Наиболее близким к изобретению по технической сущности и достигаемому i зультату является линия для изготовления стержней, включакяцая основание, вертикально замкнутый конвейер для пе ремещения стержневых ящиков, смеситель непрерьюного действия и уплотняющее устройство ts . Однако указанные линии в цехах для изготовления базисного станочного литья с использованием крупногабаритных и сложной формы стержней из холоднотверде щих смесей также не обеспечивает возмож нсюти механизировать процесс изготовления стержней, так как усложняется процесс изготовления, возникают нарущения конфигурации стержня при изготовлении вследствие частотных соударений тележки с ящиком о направляющие конвейера (дефект встряхивакицего стопа) из-за постоянного контакта между ними и подвода вибрации в процессе уплотнения, что обуславливает невозможность получения поднутрений и невозможность изготовления качественных стержней для крупного литья. Не обеспечивается также процесс отверждения стержня в состоянии покоя вследствие постоянного воздействия пульсирукяцих фибраций от вибрируе- мой на позиции уплотнения тележки на раму тележечного конвейера. По вьпие- указанным причинам линия неприемлема для изготовления крупногабаритных сложной конфигурации стержней для базисного станочного литья в существующих условиях. Целью изобретения является расщире- ние технологических возможностей линии при изготовлении крупногабаритных литейных стержней сложной конфигурации. Указанная цель достигается тем, что. в линии, содержащей основание, вертик шь- но замкнутый тележечный конвейер для перемещения стержневых ящиков, смеситель непрерьшного действия и ушютняк щее устройство, последнее вьшолнено в BHiie виброподъемного стола с опорами, входящими между роликами конвейера, и установлено под несущей ветвью вертиг кально замкнутого конвейера в виде гибкЬй ленты. Основание выполнено в вице гибких воздухонапорных рукавов, установленных по периметру вибропоцъемного стола. На фиг. 1 изображена предлагаемая линия, вид сбоку; на фиг. 2 - то же, вид в плане. Линия состоит из вертикально замкнутого конвейера 1, на котором установлен стержневой ящик 2, смеситель 3 непрерывного действия. Средство уплотнения выполнено в виде виброподъемного стола 4 на основаьнии 5. Виброподъемный стол 4 снабжен
dttyMfl вибраторами 6, закрепленными на корпусе 7, и закрепленными в верхней части опорами 8, контактирующими при подъеме стола с лентой 9 транспортера 1 и стержневым ящиком 2, причем . опоры 8 введены межпу роликами 10.
Основание 5 вибропоцъемного стола 4 выполнено в вице гибкого возаухонапорно го рукава 11 по периметру стола 4, например, пожарного шланга, подключенного к магистрали сжатого воздуха..Пожарный рукав 11 размешен и закреплен, между основанием 5 вибропоцъемного стола 4 и рамой транспортера 12, Уплотняющее устройство выполнено в вице двух вибраторов, расположенных по обе стороны конвейера таким образом, чтобы их дебалансы вращались в противоположные стороны, обеспечивая вертикально направленную силу воздействия на стермшевой ящик 2, Средства кантовки, транспортировки и протяжки стержней из стержневых ящиков приняты обычные (известные) например, мостовой электрокран.
Линия работает следующим образом. Устанавливают стержневой ящик 2 на транспортирующий конвейер 1, вкшочают в заботу ленточный конвейер 1 и оме- сйтель 3. При подходе стержневого вшнка 2 к выгрузочному окну смесителя 3 ленточный конвейер 1 останавливается, происходит подъем виброскопа вьше роликов конвейера со стержневым ящиком, в который засыпают формовочную смесь. Затем включают вибрацию дйяГуплотнения формовочной смеси в стержневом ящике. После уплотнения формовочной смеск отключают, и вибростол занимае
исходное положение, В этой позиции включают конвейер, перемещающий ст вржневой ящик на позицию отверждения, а исходную позицию занимает следующий ящик, после чего цикл повторяется. Стержневой ящик с затвердевщим стержнем пе ремещают электромостовым краном на участок кантовки, протяжки, окраски и далее к месту складирования.
Основное преимущество предлагаемой линии состоит в расщирении технологичео ких возможностей изготовления крупногабаритных сложной -конфигурации стерж ней за счет обеспечения способности на позиции уплотнения выполнять поднутре,ния, любой сложности конфигурации .вследствие исключения соударений ящика О :рольганги конвейера.
Улучшается также процесс отверждения вследствие исключения воздействия вибрации от вибрируемого стержневого ящика на позиции уплотнения.
Кроме того, конструкция позволяет использование оаног;о транспортного средства для мехсоперационных передач - накопления и транспортировки пуЬтых ящиков на позицию заполнения и уплотнения и дальнейшей передачи и накопления на участке отверждения и далее к месту окончательной обработки и складирования стермсней.
V
Этим обеспечивается значительное сокращение изготовления стержней шри одновременном сокращении металлоемко сти, энергоемкости и ремонтновмкости с линии, сокращаются занимаемые npoitaBoa ственные площади.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| В | |||
| и Тарский В | |||
| Л | |||
| Оборудование литейных itexoB | |||
| М., Машиностроение, 1976, с | |||
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
