(54) ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления стержнейиз ХОлОдНОТВЕРдЕющиХ СМЕСЕй | 1978 |
|
SU846064A1 |
| Линия для изготовления стержней из холоднотвердеющих смесей | 1975 |
|
SU516461A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Линия для изготовления литейных стержней | 1981 |
|
SU1013087A1 |
| Линия для изготовления стержней | 1978 |
|
SU706180A1 |
| Кантователь протяжной | 1978 |
|
SU740384A1 |
| Комплексная автоматизированная линия для изготовления стержней из холоднотвердеющих смесей | 1986 |
|
SU1435377A1 |
| Линия для изготовления литейных стержней | 1990 |
|
SU1722682A1 |
| Установка для изготовления стержней | 1989 |
|
SU1713718A1 |
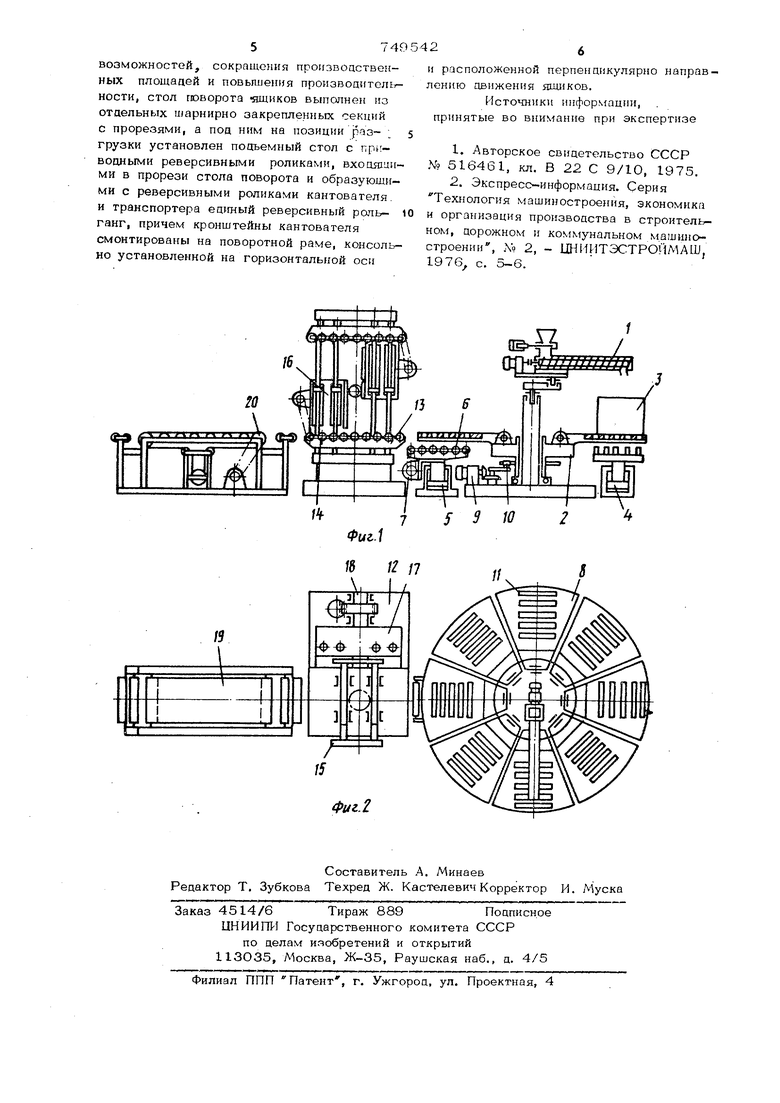
Изобретение касается литеййого проиэвоцства и может использоваться для механизации процесса изготовления питейных стержней из холоднотвердеющих смесей. Известна линия для изготовления стержней из холопнотвердеющих смесей, соцержащая смеситель, встряхивающий стол кантователь и транспортирующее среаства 1.Недостатком известного технического решения является то, что для размещения линии требуется значительная производсрвенная плсяцаць, так как в ее составе большое количество транспортеров, свя- зьгоающих отдельные машины линии. Известна многопозиционная стержневая машина с поворотным карусельным сто-г лом, содержащая смеситель, кантователь и вибростол 2J. Недостатками этой машины является ее ее недостаточная универсальность: перехо с одного вида ящиков на другой требует значительной переналадки механизмов невозможно работать без кантовки ящиков; идя возврата ящиков требуются дополнительные транспортные средства. Установки этого типа предназначены для работы в крупносерийном производстве и неприемлемы для мелкосерийного и индивидуального производства. Целью изобретения является создание универсальной линии для изготовления литейных стержней в мелкосерийном и индивидуальном производстве, т. е. расширение технологических возможностей с тем, чтобы стало возможно механизировать процесс изготовления стержней Из ХТС в цехах с широкой номенклатурой и малыми партиями KOKFmbHoro литья. Поставленная цель достигается тем, что в линии стол поворота ящиков выполнен из отдельных шарнирно закрепленных секций с прорезями, а под ним на позиции разгрузки установлен подъемный стол с приводными реверсивными роликами, входящими в прорези стола поворота и обобразующими с реверсивными роликами кантователя и транспортера единый реверсивный ропьганг, причем кронштейны кантовагеля смонтированы на поворотной раме, консольно установленной на горизонтальной оси и расположенной перпенцикулярно направлению овижения ящиков. . На фиг, 1 изображена преопагаемая линия, общий виц на фиг. 2 - то же, виц в плане, Линия содержит, смеситель 1, который смонтирован в центре поворотного стола 2. На позиции загрузки ящиков 3 под столом поворота установлен встряхивающий стол 4. На позиции разгрузки стола поворота ящиков имеется-, подъемный стол 5, снабженный роликами о, приводимыми во вращение реверсивным приводом 7. Стол поворота ящиков состоит из отцель ных независимых секций 8, шарнирно закрепленных на оси. Ступенчатое вращение стола поворота ящиков осуществляется приводом 9 через механизм типа мальти ский крест 10. В каждой секции стола имеются прорези 11 для прохода опор встряхивающего стола и роликов 6 подъем ного стола 5, Кантователь 12 снабжен двумя подвижными кронштейнами 13 с f приводными реверсивными роликами 14 и зажимными тисками 15. Подвижные крон- щтейны приводятся в движение с помощью гидродилиндров 16. Кронщтейны закреплены на поворотной раме 17, консольно установленной на горизонтальной оси 18, расположенной перпендикулярно направлению движения ящиков. Транспортер 19 для приема 51щиков снабженреверсивными роликами 20. Линия работает следующим образом. Стержневой ящик 3устанавливается на поворотный стол 2 на позиции загрузки. С помощью смесителя 1 ящик заполняетс рабочей смесью, затем смесь уплотняется встряхивающим столом 4. Ступенчатым вращением стола 2 поворота стержневые ящики 3 перемещаются на позицию разгрузки. Подъемный стол 5 открывает ящик от стола 2 поворота и с помощью привош1ых роликов 6 и 14 он перемещается на кантователь 12. Ящик закръюается сверху плитой (на чертеже не показана). Кронштейны 13 кантовател зажимают ящик.- Поворотная рама 17 вместе с зажатым ящиком поворачивает ся вокруг горизонтальной оси 18 на 180. Подвижные кронщтейны 13 раздви гаются. При этом ящик остается на верх нем кронштейне 13, поскольку он закреп лен на нем с помощью зажимных тисков 15, а стержень на плите ( на чертеже н показаны) опускается на нижнем кроншт е 13 до крайнего нижнего положения. Включаются ролики 14 и 2О, по которым плита со стержнем передается на транопортер 19. Далее цеховым транспортером стержень направляется на сушку. Пустой стержневой ящик 3 кантователем 12 возвращается в нижнее положение и по роликам 14 и 6 передается снова на стол 2 поворота ящиков и далее за счет вращения стола 2 поворота - на позицию загрузки. В тех случа5 Х, когда протяжка ящиков не требуется, последние с позиции разгрузки по роликам 6, 14 и 20 сразу направляются на транспортер 19, гае кантуются и разбираются вручную. Такой вариант работы возможен при работе с мелкими ящиками или с ящиками, в которых устанавливаются холодильники. Основное преимущество изобретения заключается в его универсальности. Предлагаемая конструкция линии позволяет изготавливать стержни щирокой номенклатуры от нескольких сот грамм до 12О150 кгс. Через линию могут проходить ящики как требующие протяжки, так и не требующие,а также ящики, в которых устанавливаются холодильники . На линии можно обрабатывать одновременно ящики различных размеров. Для этого необходимо на столе поворота дополнительно установить соответствующие секции с гнездами под заданной размер ящиков. Очевидным Преимуществом предлагаемой конструкции является и то, что возврат ящиков на позицию ихзагрузки осуществляется теми же транспортными средствами, которые перемещают загруженные ящики. Это значительно сокращает требуемые производственные площади.Линия можетисполь- зоваться на предприятиях с мелкосерийным производством для механизации процесса изготовления литейных стержней из ХТС, Ее применение позволит повысить производительность труда на участке ХТС в 1,5-2 раза, сократить число рабочих, занятых изготовлением стержней вручную а также улучшить условия труда рабочих. Формула изобретения Линия для изготовления литейных стержней из холоднотвердеющих смесей, вклк чающая смеситель, стол поворота ящиков, встряхивающий стол, кантователь с кронштейнами, раму и транспортирующие средства, отличающаяся тем, что, с целью расширения технологических
