(54) СПОСОБ ОПРЕ1ЩЛЕНИЯ ПОЛОЖЕНИЯ РЕЗЦА ПРИ ТОЧНОМ РАСТАЧИВАНИИ
1
3
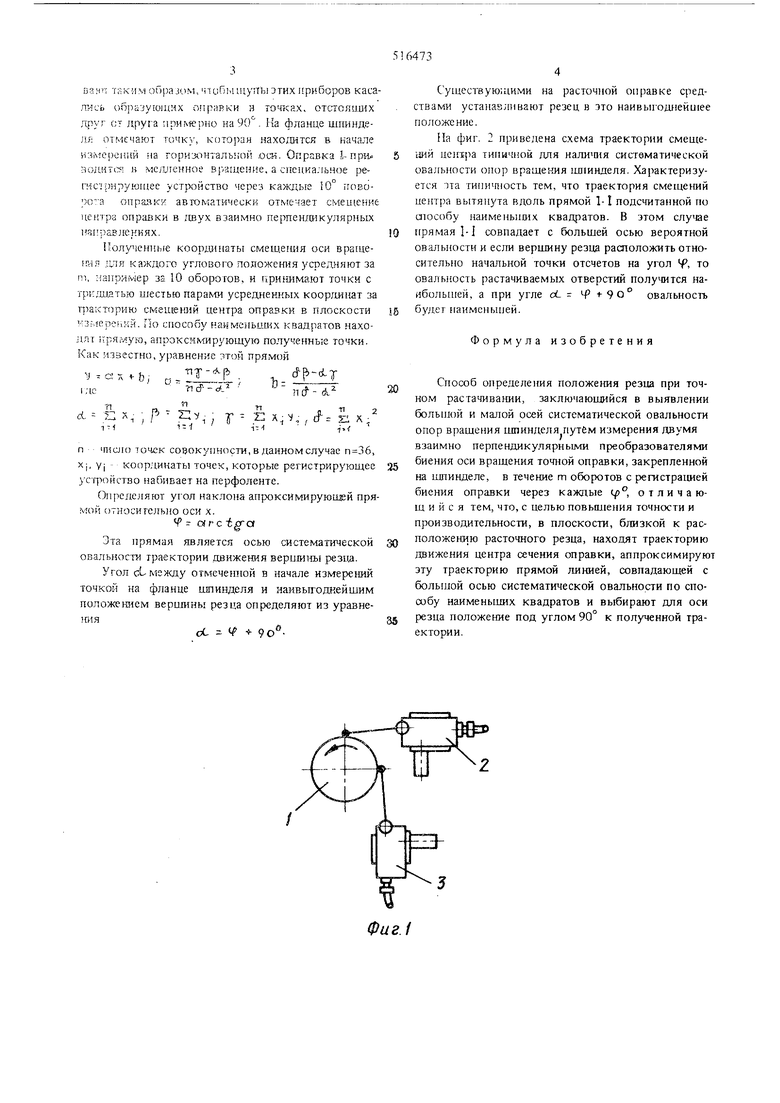
Da МП тйкям оора joM, чтоПчл щупы этих приборов касались ofijiajvioiUHX ояравки н точках, отстояншх RivvT от яруга примерно на 90. На фланце шпинделе: отмечают точку, которая находится в начгше мзгме) на горизонталь;;ой оси. Оправка при. ZiouHTra н медленное вр.цение, а спсдкальное регистрирующее устройство через каждые 10° ггово;хга опраяку автоматически отгукчает смещени центра опр;шки в 1шух взаимно перпендакулярных ичправлениях.
1олу11ениые коор щнаты смеще щя оси вращеIR-I .цпя каждого углового положения уфсднягот за П1, :-;аг1ример за 10 оборотов, и гфигошают точки с грк,шдтью шестью паралти усредненных коордлнат за т})акторию смещеслй центра оправки в плоскости мзмере1кй. По способу наименьших квадратов находги гряглую, aIlpoкcи иpyющyю полученнью точки. Как известно, уравнение этой прямой
1
, ,.±Р;
V ° ncf-А
п cf- - л 1:10
и
Пг5. - Т1, -П
п
Л Сх, - Р
-- ,-,- V
1- (
1-1
1-
I-f
п П1сло точек совокупности, в данном случае , Xj, Vj координаты точек, которые регистрирующее }Сфойство набивает на перфоленте.
Определяют угол наклона апроксИмируюижй прямой огноситель ю оси х.
Ч - arc tgd
Эта прямая является осью систематической овальности траектории даижекия веригинь резца.
Угол сЬмех ду отмеченной н начале измерений точкой на фланце шпинделя и наивыгоднейшим положеш1ем вершины резца определяют из уравне5ГИЯ
оС : tf 904
Су1цесг8ую;цими на расточ)1ой оправке средствами устанавливают резец в это наивьцош1ейи1ее положение.
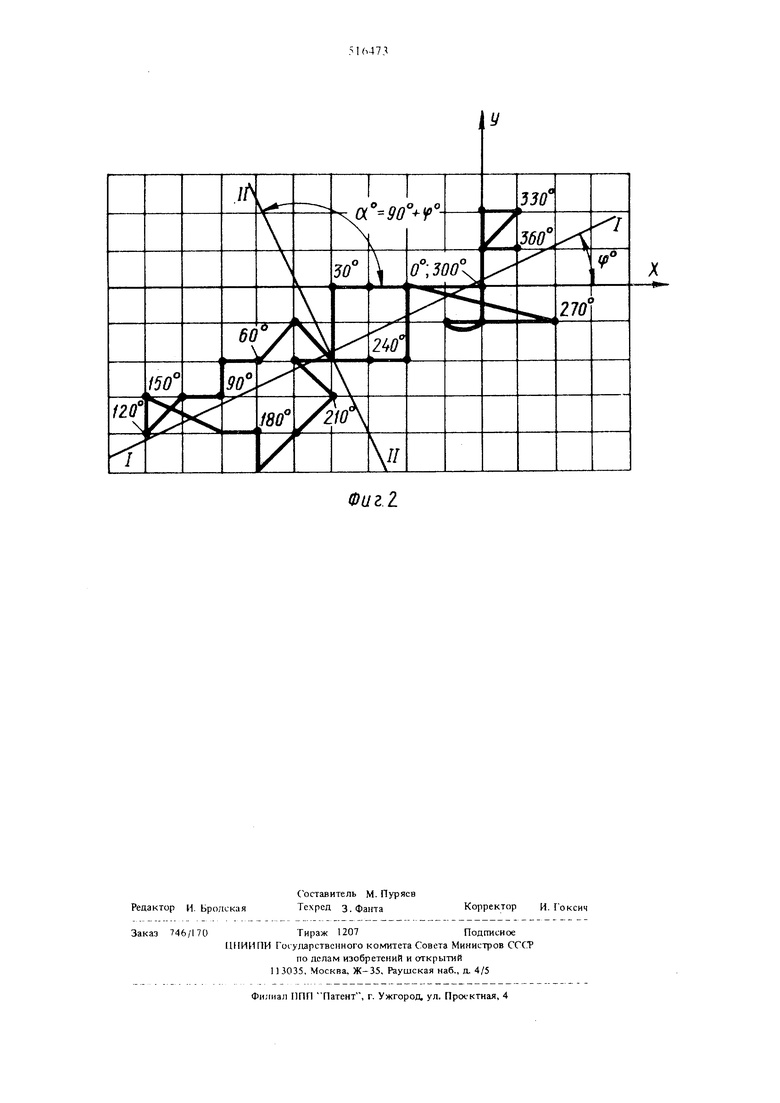
На фиг. 2 приведена схема траектории смешеisw iieiiipa типичной для наш1шя систематической ова1п ности онор враще -о1я 1Ш1ИШ1еля. Характеризуется па типипюсть тем, что траектория смешений центра вытянута вдоль прямой 1-1 подсчитанной по шособу наименьцд1х квадратов. В этом слуше
цря.мая 1-1 совпадает с большей осью вероятной овальности и если вершину резца расположить относитель 1о начальной точки отсчетов на угол f, то овальность растачиваемых отверстий получится наибольшей, а при угле oL - ф 1-90° овальность
будет наименьц ей.
Формула изобретения
Способ оиределения положения резца при точном растачивании, заключаюшийся в выявлении большой и малой осей систематической овальности опор врашепия ишинделя путем измерения двумя взаимно перпендикулярными преобразователями биения оси врашения точной оправки, закрепленной на шпинделе, в течение m оборотов с регистрацией биения оправки через каждые c/i° отличаюш и и с я тем, что, с целью повьпиения точности и производительности, в плоскости, близкой к расположению расточного резца, находят траекторию движения центра сечения оправки, аппроксимируют эту траекторию прямой .линией, совпадающей с больпюй осью систематической овальности по способу наименьших квадратов и выбирают для оси
резца положение под углом 90° к полученной траектории.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ РЕЗЦА ПРИ ТОЧНОМ РАСТАЧИВАНИИ | 1973 |
|
SU407657A1 |
| СПОСОБ ДИАГНОСТИКИ ТОКАРНЫХ СТАНКОВ ПО ПАРАМЕТРАМ ТОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2123923C1 |
| СПОСОБ НАЛАДКИ ТОКАРНОГО СТАНКА | 1972 |
|
SU424662A1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| Отрезной алмазный круг | 1982 |
|
SU1034887A1 |
| Устройство для определения геометрических погрешностей траектории движения стола фрезерных станков с ЧПУ | 2016 |
|
RU2641939C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗАНИЕМ ЗЕРКАЛЬНЫХ ПОВЕРХНОСТЕЙ | 1990 |
|
RU2014964C1 |
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| СПОСОБ АТТЕСТАЦИИ СТАНКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1990 |
|
RU2028873C1 |
| Устройство для автоматической подналадки резца | 1972 |
|
SU441110A1 |