(54) УСТАНОВКА ДЛЯ УДАЛЕНИЯ ОТЛИВОК ПРЕИМУЩЕСТВЕННО ИЗ ЦЕНТРОБЕЖНь.л СЕКЦИОННЫХ ФОРМ
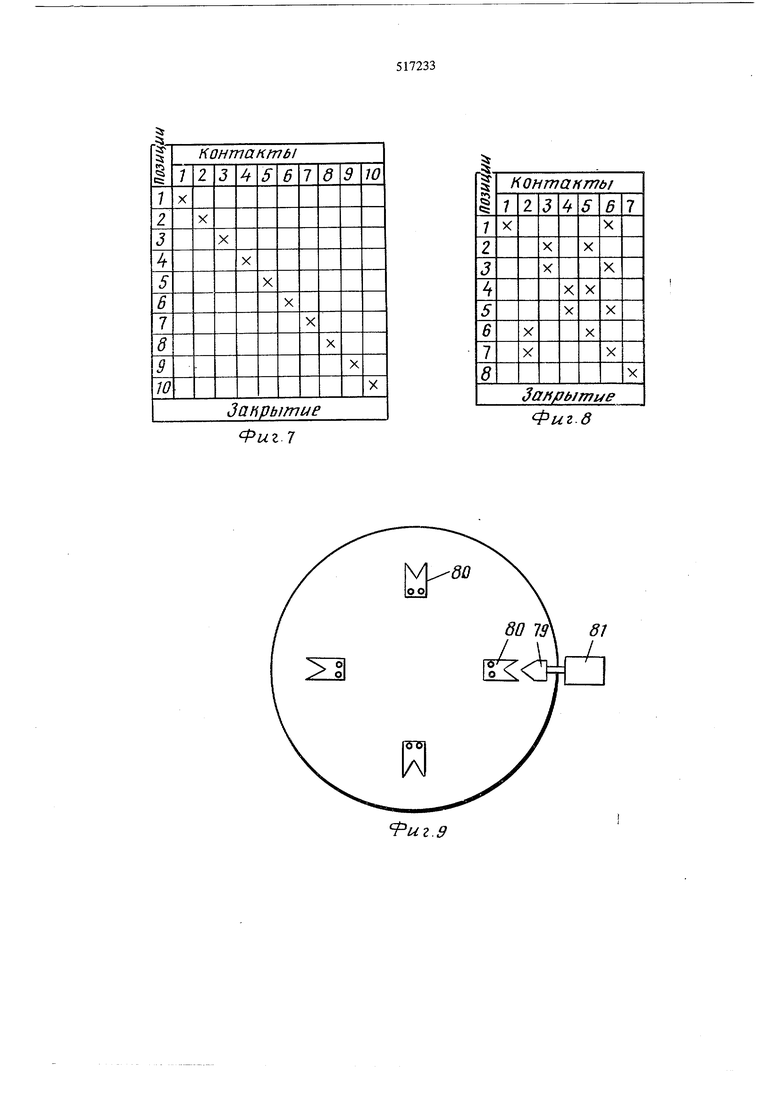
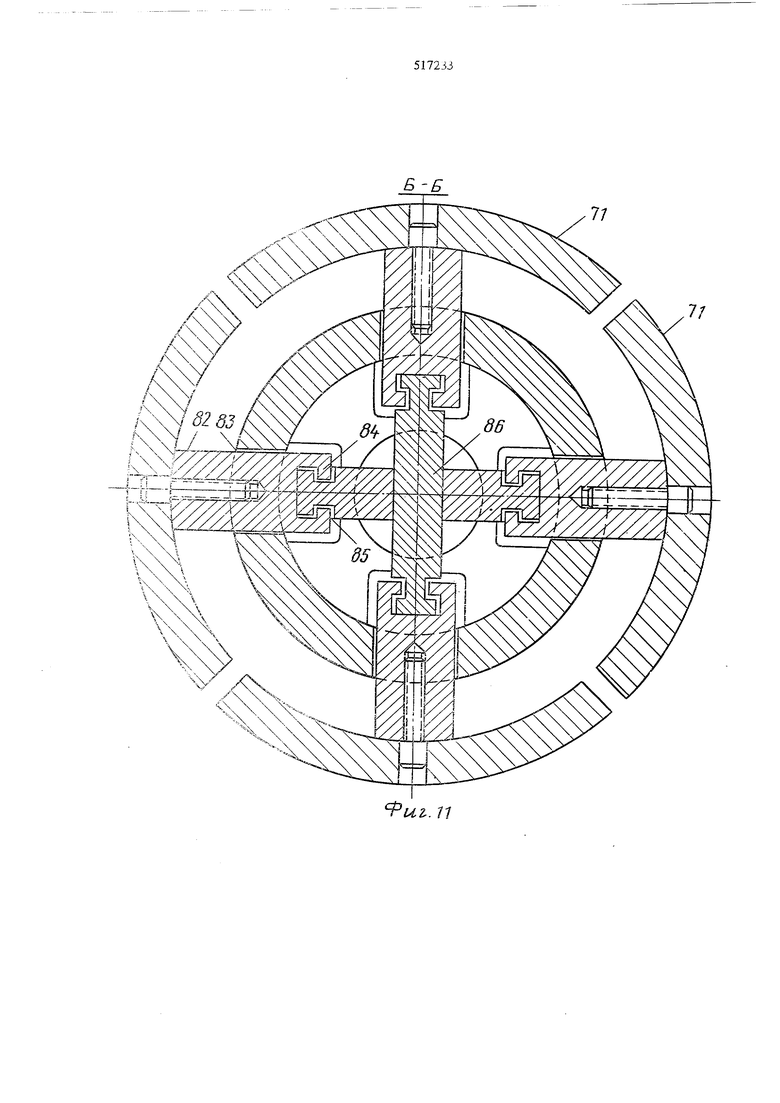
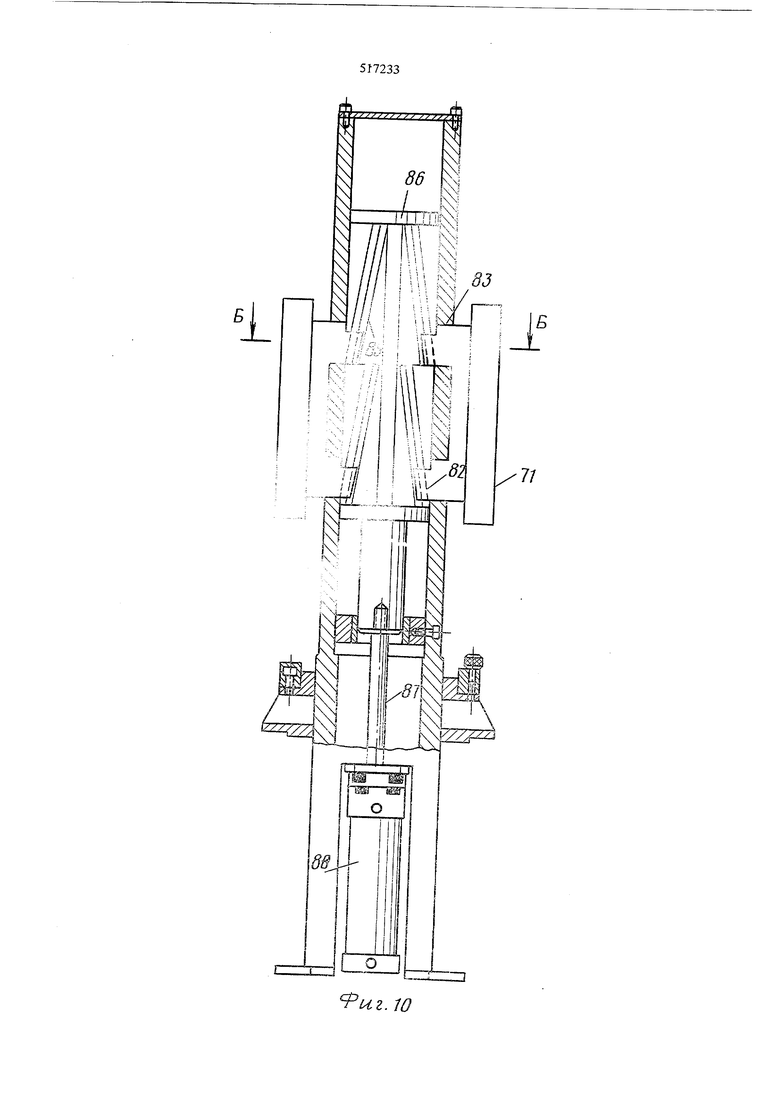
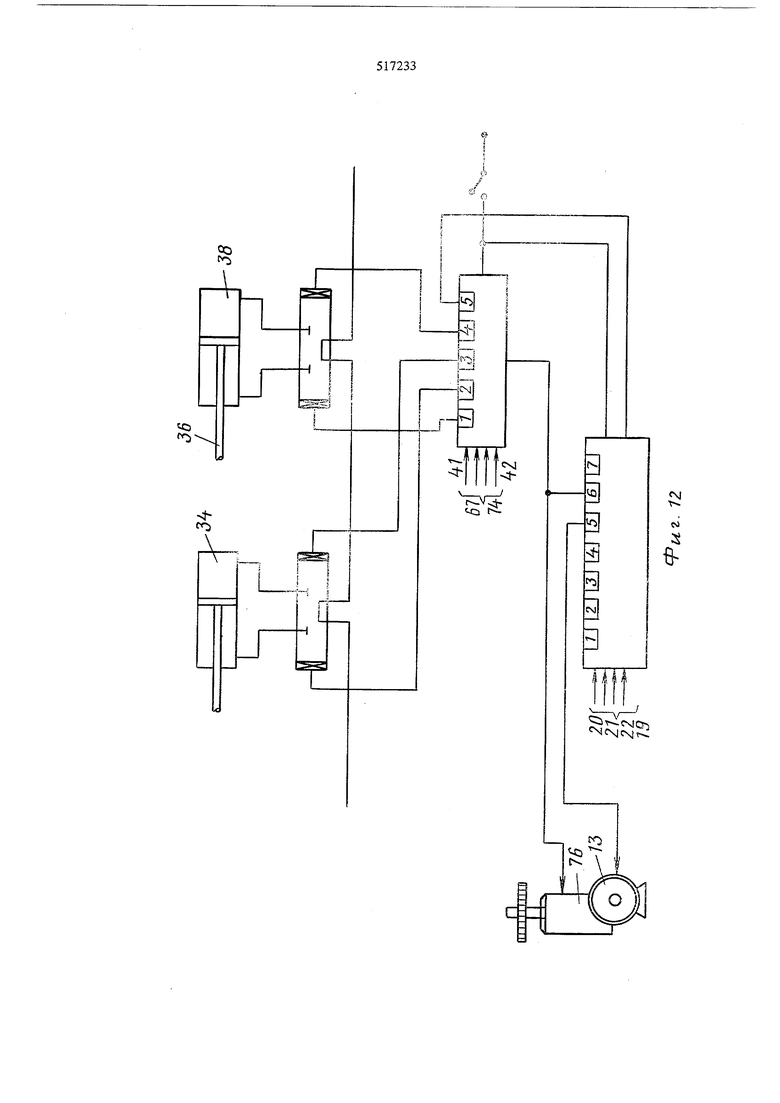
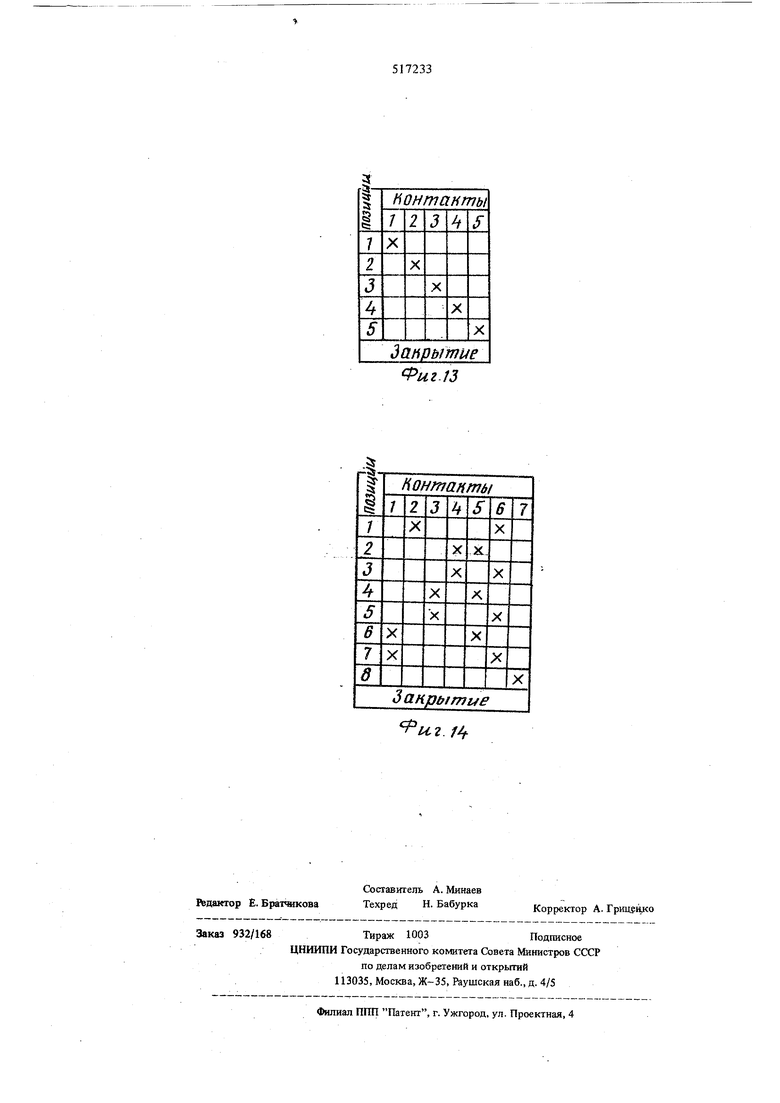
- устройство, раздвигающее оправку, вид сбоку; на фиг. 11 - разрез по Б-Б m фиг 10; на фиг. 12 гидравлическая и электрическая системы управления для автоматической повторной сборки формы; на фиг. 13-14 - графики, показьшающие последовательное действие ступенчатых реле, применяемых для управления узлом съемника и поверхностной п;штой во время повторной сборки формы.
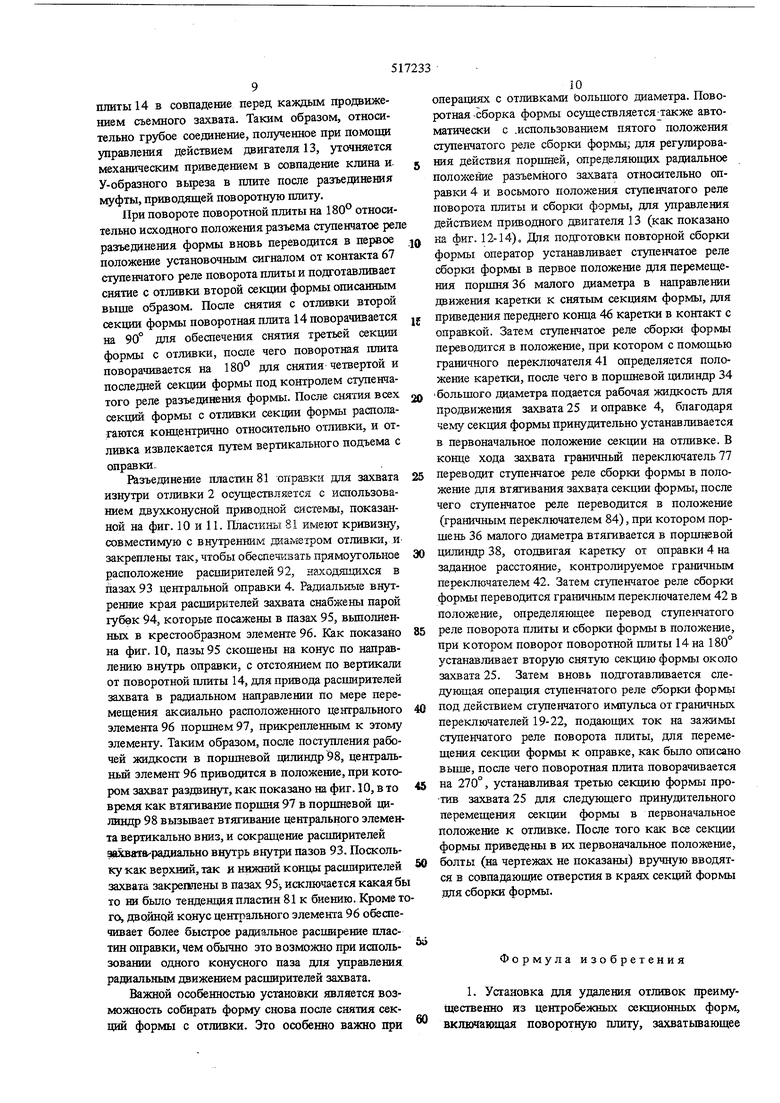
Установка для удаления отливок преимущественно из центробежных секционных форм содержит держатель формы для удержания секщ онной формы 1 в вертикальном положении во время съема и узел съемника, расположенный против формы, для съема отдельных секций формы с отливки 2. Установка в целом расположена на едином неподвижном основании 3, на которое опираются узел съемника и держатель формы, отстоящие друг от друга на заданном расстоянии.
Держатель формы включает оправку 4, неподвижно закрепленную на основании 3 своей нижней частью с помощью кольца 5 уголкового сечения, нижний фланец 6 которого соединен болтами с основанием установки для поглощения часта усилий, передаваемых через неподвижную оправку основанию во время операции удаления отливки. Опоры 7 для четырех роликов 8 также прикреплены болтами к основанию 3 для поддержания с возможностью поворота главной поворотной плиты 9, расиоложершой вокруг оправки 4, над уголковым кольцом 5. Главная поворотная плита 9 отстоит на небольшом расстоянии от оправки, например 10 мм, для обеспечения вращения поворотной плиты относительно неподвижной оправки. Звездочка 10, неподвижно закрепленная на кольце 11 у нижнего конца утолънкков 12, поддерживающих поворотную плиту, служит для передачи вращающегося момента к поворотной плите от двигателя 13, когда необходимо форму привести во вращение. Верхняя поворотная плита 14 также расположена вокруг оправки 4 и является фактической опорой для формы во время удаления отливки с целью изоляции подшипников 15 толкателя поворотной плиты от тепла формы. Верхняя поворотная плита 14 прикреплена к верхней части главной поворотной плиты 9 болтами 16, выступающими через нижний фланец 17, которому посредством восьми равно ОТСТОЯП.ИХ друг от друга угольников передается вес формы, воздействующий не верхнюю поворотную плиту 14. Кольцо 18 расположено поверх верхней поворотной плиты, примыкая к центральной оправке 4 для перекрытия кольцевой зоны между поворотной плитой и оправкой с целью защиты от загрязнения падающими крошками во время действия установки.
Грубое совмещение частей формы с узлом съемника достигается с помощью множества ограничительных переключателей 19-23, расположенных поверх торца основания 3, путем приведения в действие кулачками 24, неподвижно закрепленными на нижней поверхности главной поворотной
плиты. Как правило, кулачки 24 расположены на определенном расстоянии от центральной оправки 4 и вьпслючают двигатель 13 после заданного углового поворота поворотной плиты путем селективного приведения в действие одного из ограничительных переключателей.
Съемное устройство, применяемое дня снятия секций формы с отливки, включает захват 25, навинченный на передний конец гидравлического
порпшя 26 и поддерживаемьш другим концом внутри корпуса 27 узла съемника направляющими стержнями 28, выступающими через соосные с ними гильзованные отверстия в опорных плитах 29 корпуса узла съемника. Сторона ближайшего к форме 1 захвата имеет пазы 30 для входа кронштейнов 31, размещенных по периферии секций формы, в ней предусмотрены вертикальные отверстия 32 дня прохода вьшолненных из высокоуглеродистой стали блокирующих пальцев 33, применяемых для
взаимного блокирования секций формы и захвата, когда блокирующие пальцы отводятся вниз, после ввода кронштейнов формы в пазы захвата 25. Поршень 26 служит в основном для передачи большого снимающего усилия захвату для снятия кррнштейнов с отливки и обычно снабжен поршневым цилиндром 34 большого диаметра для прикладьшания усилия, приблизительно равного 100 т, к снимаемой секции формы.
Поскольку необходимо прикладьгоать большое
усилие, поршневой цилиндр 34 должен быть большого диаметра, а порщень 26 вьшужден перемещаться с малой скоростью. Для более быстрого движения захвата 25 без потери съемного усилия
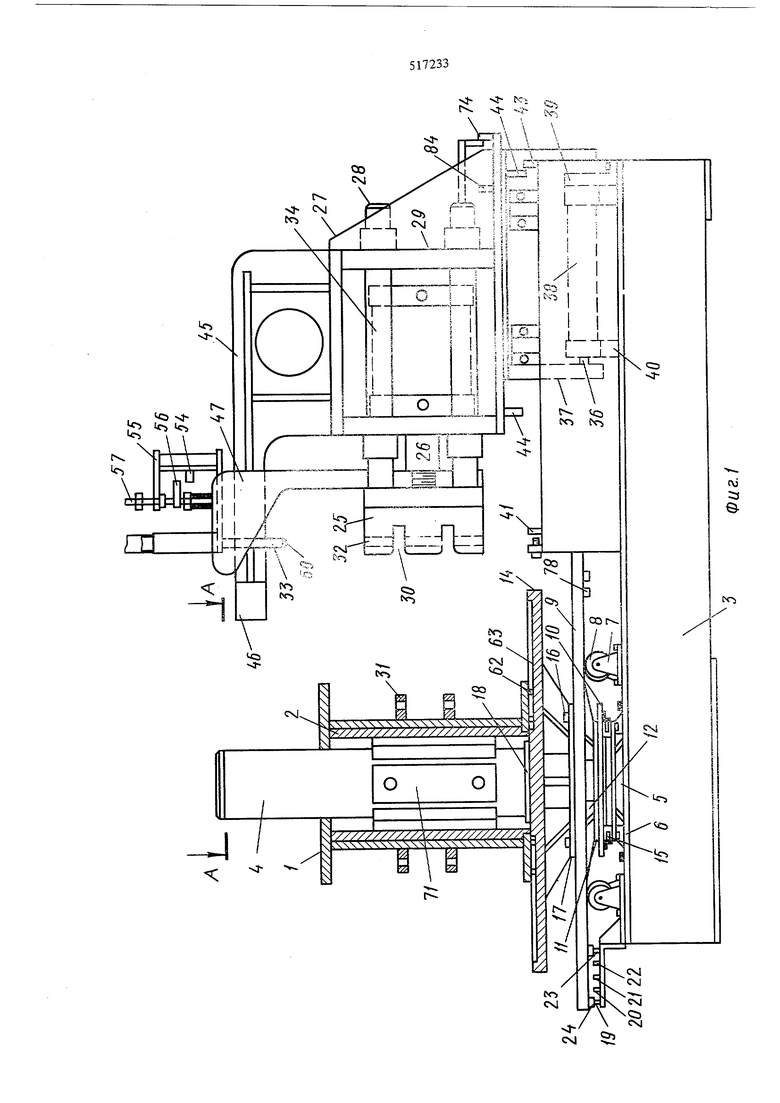
поршневой цилиндр 34 устанавливается в каретке, поддерживаемой круговыми подшипниками (фиг. 2), на рельсах 35 для обеспечения взаимного движения каретки по рельсам. Приводящее усилие поступает к каретке от поршня 36 небольшого
диаметра, передний конец которого неподвижно прикреплен к нижней стороне каретки при помощи блока 37 крепления штока цилиндра. Поршень аксиально входит внутрь поршневого цилиндра 38, неподвижно прикрепленного к основанию 3 установки вертикальным блоком 39 и опорами 40. Благодаря малому диаметру поршневого цилиндра 38 каретка, несущая корпус 27 узла съемника и захват 25, может быстро проходить по направлению к форме 1, причем большой диаметр поршневого цилиндра 34, прикрепленного к снимающему захвату 25, обеспечивает прикладьшание необходимого съемного усилия к секциям формы для отделения секций от отливки. Желательно, чтобы отношение диаметров составляло по меньшей мере 2:1 (между поршневыми цилиндрами 34 и 38) для получения отношения скоростей приводных поршней цриблизительноЛ:15. По длине поперечины каретки расположено также множество граничных переключателей 41-43, взаимодействующих с лопастями 44 для
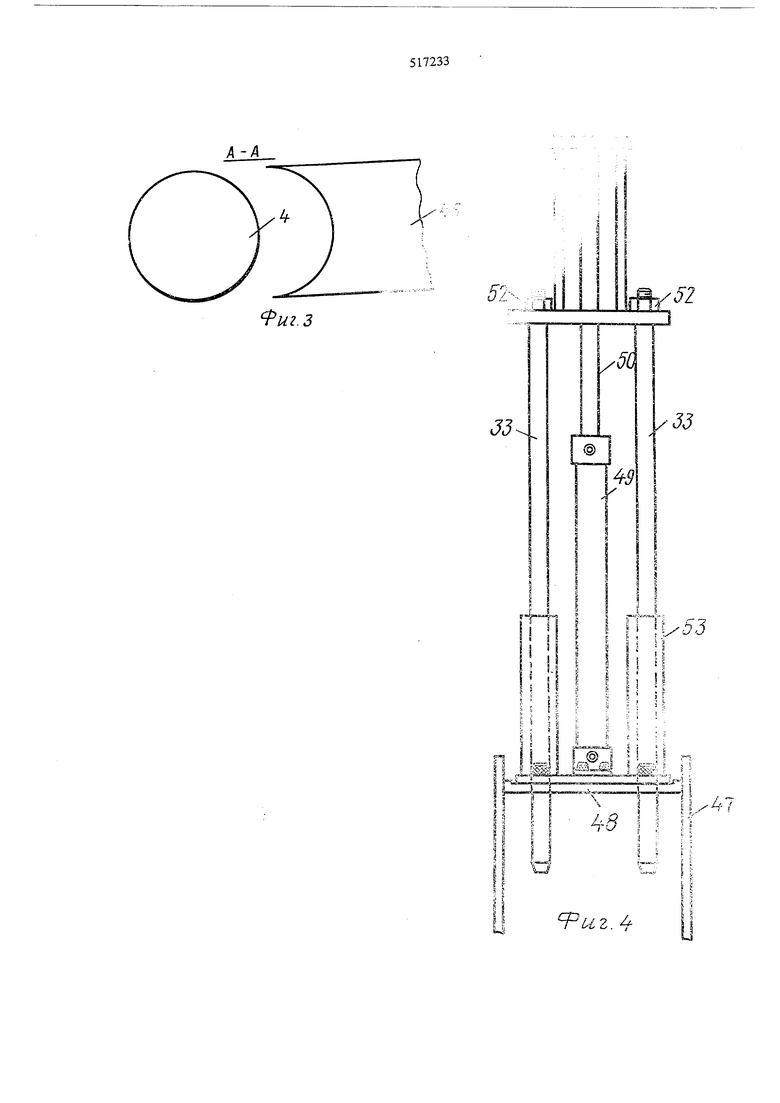
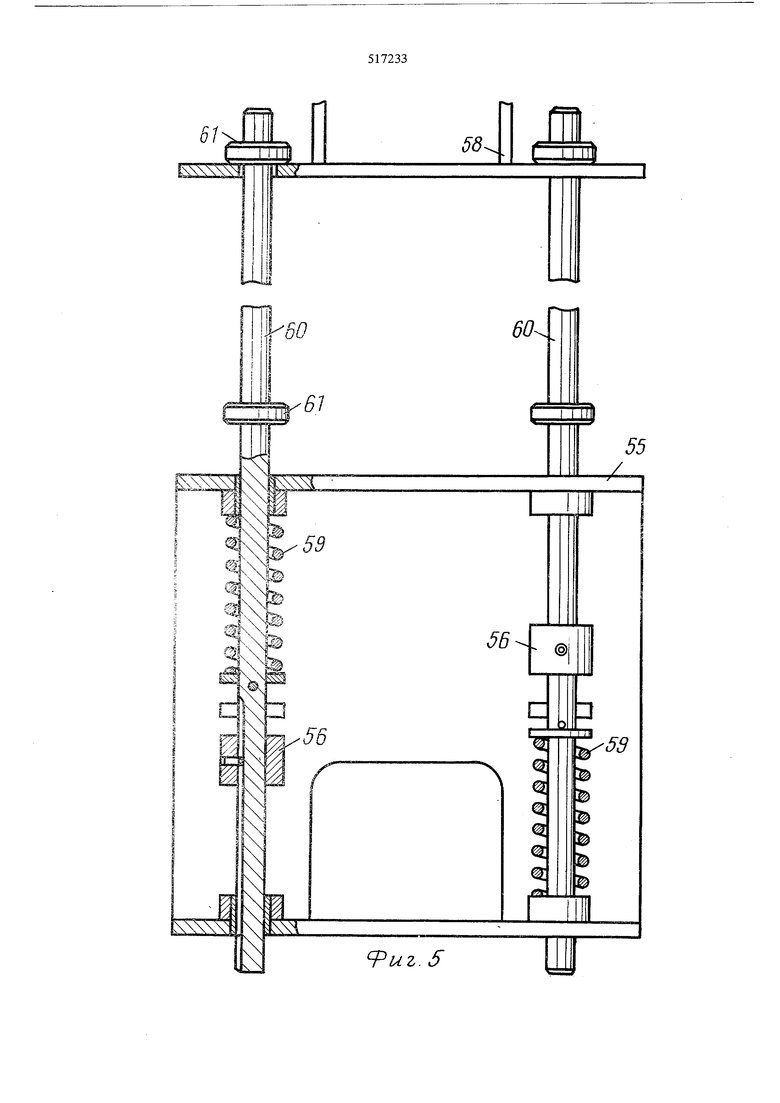
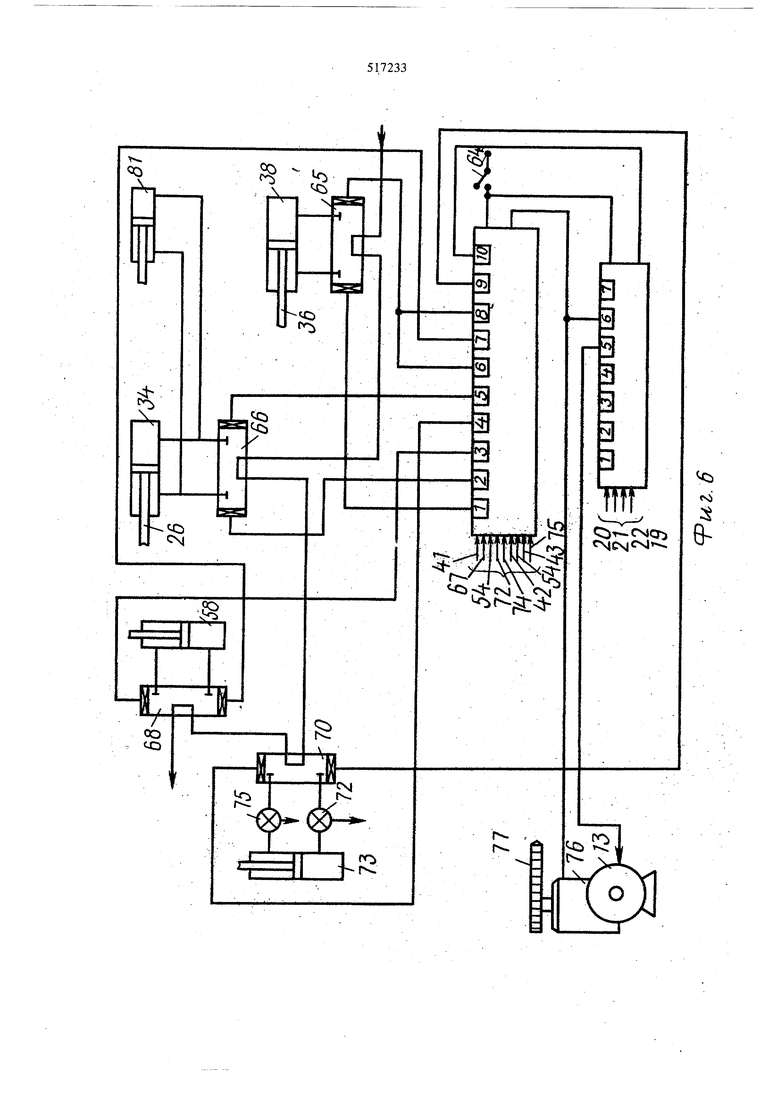
управления поступлением гидравлической жидкости в поршневые цилиндры 34 и 38 с целью регулирования хода каретьж. Суппорт 45 неподвижно закреплен на опорных плитах 29 каретки и опирается на центральную оправку 4, когда каретка приводится в движение поршнем 36 в положение, близкое к форме, для прекращения хода каретки. Как видно из фиг. 3, передний конец 46 суппорта 45 дугообразно выгнут для входа верхней части цилиндрической оправки 4, благодаря чему исключается изгиба1дае оправки под воздействием съемного усилия, действующего на секции формы. Поскольку оправка 4 неподвижно закреплена на основании 3, ушлие, прикладываемое к секции формы во вреьи снятия, передается непосредственно основанию, что значительно уменьшает размеры подшипников, необходимых для вращения формы относительно установки, снабженной вращающейся оправкой. Конец захвата 25, удаленный от фор.1ы, неподвижно закреплен в нижнем конце опоры блокирующего пальца для непрерьгеного поддержания блокирующих пальцев 33 в вергикапы-юм положении соосно с отверстиями 32, вгзшолпзиными в захвате. Верхние концы вертикапьнькс рычагов 47 опоры блокирующего пальца (фйГ. 4) соеданены связью 48, на которой неподвк;(С«о ;;.л реплен вертикальный гидравлический псрил&йой щлиндр 49. Ведущий поршень 50 блокирсзочкьк тчальдев идет вертикально вверх от поршнезого цилиндра, причем конец ведущего nopmiia. удг -ге:Е-тый от цилиндра 49, ввинчен в связываюя -тй уз-зл 51, к которог|ду неподвижно прикреплены .,.qjOB04:-G ;e пальцы 33 посредством гаек 52, Пара напргивляющих пальцев 53 также установлена вертикально, поверх связи-485 и служит для приложения блокировочным пальцам направления через отверстия 32, когда пальцы приводятся в возвратно-поступательное двшкение с помопдью гидравлического поршня. Граничные переключатехш 54, управляющие перемещавшем вверх и Bi-жз блокирующих пальцев (посредством управления злектромагнитньп ш клапанами, регулирующими подачу и вьшуск гидравлической жидкости к порщневому цилиндру 49), размещены на кронпггейне 55, установленном на поперечине блокирующих пальцев. Граничные переключатели (фиг. 1, 5) приводятся в действие парой лопастей 56, установленных на стерЖ1ж с 57, проходящих вертикально через отверстия в узле кронштейна 58 и верхнюю и нижнюю поперечины кронштейна 55. Пружины 59 служат для смещения стержней 60 по направлению к положению, при котором лопасти совмещаются со связанными с ними rpai-шчными переключателями, а пара втулок 61 установлена на аксиальном удалении на каждом стержне для ограничения хода лопастей относительно граничных переключателей. Таким образом, когда блокирующие пальцы 33 приводятся в действие, опускаясь из верхнего положения (фиг. 1 и 4), стержни 57 не опускаются до ,:.;. ч..; , .:- /iCVr irHCT НИЖех пор, иска n.;: ;::;iL: ,-а;;кз;; кронштейШХ втулок 61, : 1.Л;л}ч чз лсу;ас1ей 56 а 55 для пере : :-:ь л -:::;;л1чному переклюлизко к связ ателю 5 ::й1::;я клапана, подающего :: :;ор1пнеБому щшинддраклклецу.с:цей стадии onepauiiH 5 и для тш-шки. ci-c-tMaeic;;; с -лмшвки полностью автоматй-1гоки (фиг. б к Л, iiUM процессом управляет туленчатое реле, генерирующее де сйтшозиционное на выбранные клеммы 62-71 liVCKOBblS ступенчатых реле для по.дготовки последовательньа действий- показанных на фиг. 7, Вращением гягшной позсротяой плиты 9 управляет восьмипозиционкое ступенчатое реле (фиг. 8), OobiiKG ступенчатые реле генерируют выходш)1е сигналы ыг последовательные выходные клеммы после прикладьшания входного пускового сигнала, например, от граничного переключателя и реле, хотя iiDH желании могут быть использованы другие заркаягы последовательного включения. Поскольку/ все приводы захватов установки npi-шоцятся s действие гидравшмеским путем, для подготовки действия селективных электромагнитных клапанов, управляюшдх допуском рабочей жидко ciii s nopniневые цилиндры, применяется возбуждение выбранного контакта. Вначале разъемная форма опускается ак:сг;ально здоль центральной оправки 4, а папыл;, 72, выступающие аксиально от конца фор.мы, БХОД г в расположенные радиально пазы 73, находяи.щеся на каждой четверти верхней поворотной плить- 14, д/гя достижения первоначального грубого совпаде;- ия формы со съемнььм захватом 25. Секщюкная разъединяемая форма предпочтительно дегжтся на четыре д тообразные секции, к прохнЕспояола ым концам которых неподвижно прикрепле1-ш1 четверти колес. После того, как вручную 5со7ть: ;1с;тол форм друг с Apyroi. оператор ка:: а1мает кнопку 74 автоматического ра2ъединеж-1я форьй, благодаря чему как реле формы, так и ст -пекчатое реле поворота плкты и разъединения ,: приводятся в первое положеш4е, подготавливающее автоматическое снятие секции формы с отяквки. доказано на фиг. б, ст шеттатог релг разъедиЕбния фордег первоначально открывает кдадак 75, упрзЕляюшдй ГСхоком рабочей /i :ДiKOCгк к поршневом)/ цилиндру 38 Милого диаметра для перевода кареткг; Б положение, при котором дугообразный передний конец 46 суппорта 45 устанавливается против оправки 4. У конца перед11ей 11опереч11ны каретки, как только он окажется в зоне действия граничного переключателя 41 (показаггного на фиг. 1), ступенчатого реле разъединения формы возбуждает контакт 63 (фиг. 6) и открьшает клапан 76, пропускаюищй рабочую жидкость в дорщневой цилиндр 34. приводящий захват 25 и прижимакн-ций его к наружной поверхности формы 1. ДаЛее ступенчатое реле разъединения формы приходит в свое третье положение (посредством приведения лопастью в действие переключателя 77, управляет ходом захвата 25 относительно каретки) возбуждением контакта 64 (фиг. 6) и открытием клапана 78, пропускающего рабочую жидкость в поршневой цилиндр 49, перемещаюидай блокируюшиг пальцы 33 через соосные вертикальные отверс:пШ в захвате и кронштейнах формы для блокировки захвата с кронштейнами. Желательно, чтобы яижьшс концы блокирующих пальцев 33 были вьшолнены коническигуш, как показано на фиг. 1 позицией 79 .для при1-г дительного вертикального совмещеюш между вертикальными отверстиями в захвате и кронштейнами формы, когда пальцы проводятся сквозь них при noMOHJii поршня 50. Когда блокировочные пальцы 33 достигают нижней границы хода пальцев, что улавливается одним из двух граничных переключателей 54, установленных на кронштейне 55, ступенчатое реле разъеданения формы открывает клапан 80 и разжимает пластины 81 радяалько снару Н1 от ояравки 4, до совмешааля с вн;/тренней поверхностью отливки 2. После захвата внлтреннгй часш формы пластинами 81 (что определяется переключателем давления 82 и ждравлической линией цилиндра 83) ступенчатое реле разъедлнежьч формы возбчждает контакт 66 (фиг. б), пропускаю1ций рабочую яшдкость в поршневой ц1И1индр 34 большого диаметра в направлении Бтяшваш-тя поршня малого диаметра кз оправки ,ц.Ь ciLfrBtu зг.хвгчеш-юй секции форг/п 1 с отливки. Ког,Щ1 поошс1п большего диаметр.а достигнет конца /ке;1ателл-юго хода, что улавливается граничным иереключателгм S4. ступешатое реле приводит в действие поршзнь малого диаметра 36 для отвода тележки и отделенной секид-ги формы радиально от оправки 4 на расстокш-ш, дсстаточног для удержания отделеннсй сек;ии формы ка верхней поворотной иялте 14, Т.2. при входе пальцев 72 Б пазы 73 поворотной плнть:. Посла детект15роваж1Я rpaiai4ньаг вьтчлючагзлем 42 желагельногс отвода каретки (грашлн:-: : В1|Д льзчатель доказан на фиг. 2) блокирзгоцне пзльцл перемешаются вверх, разъеданяя захват с секг.1ей формы, и секггая формы самоподдерж-шается на четверти колеса в плоскосж, параллельной плоскости секции йЬормы на отливке. Поскол-ку с1-мтая секция форл-ai сзободьто опирается ка верхнюю часть поворотной 14, последовательные повороты формы вращают также и снятые секции на тот же утоп, благодаря Фму поддерживается постоянное угловое расположение между отливкой и секциялда сЬоруго.
После разъеданения секций формы и захвата 25 ступенчатое реле разъединения формы перемещается вторым из граничных переключателей 54, управляемым лопастями 56, в положение (возбуждаюш;ее контакт 69. фиг. б), при котором добавочная рабочая жидкость пропускается в поршневой цилиндр 38 малого диаметра для перемещения
каретки в положение, показанное на фиг. 1, с целью исключения задевания захвата снятой секции формы во время последующего вращения поворотной плиты 14. Затем пластины 81, находящиеся на
оправке 4, втягиваются с помощью ступедаагого реле разъединения формы (переключенного граничным переключателем 43) для разъединения секции формы с неподвижной оправкой, после чего ступенчатое реле разъединяется, форма перемещается в
положение (за счет воздействия давления на граничный переключатель 85 в гидравлической линии цилиндра 83, разжимающего оправку), вызьшая вращение поворотной плиты. Выходной сигнал на клелше 71 разъединения формы подается к ступенчатому реле разъединения формы и поворота плиты, переводя ступенчатое реле поворота плиты в положение, при котором возбуждается контакт 66, обеспечивающий поворот формы и снятой секции формы на 180°, благодаря чему вторая секция
четырехсекпионной формы устанавливается около захвата 25.
Поворотная плита поворачивается путем возбуждения приводного двигателя 13 ступенчатым реле разъединения формы и вращения плиты, причем крутящий момент двигателя передается к поворотной плите через муфту 86 с помощью цепи 87, связьшающей приводной двигатель со звездочкой 10, закрепленной на основании главной поворотной плиты. Возбуждение двигателя происходит
непрерывно до тех пор, пока верхняя поворотная плита не повернется приблизительно на 180°, после чего кулачки 88 на нижней поверхности поворотной плиты совмещаются с граничными переключателями 20 и 21, установленными на основании 3 для
перевода стуленчатого реле поворота плиты в положение, при котором включаются двигатель 13 и разъединительная муфта.
Хотя находящиеся под поворотной плитой 9 кулачки также совмещаются с выбранными граничными лереключателялш после того, как поворотная плита довернется на 90°, вращение плиты не прекращается, поскольку ступенчатое реле поворота плиты запрограммировано на прием ступенчатых ил-шульсов только в заданной последовательноста. Однако можно сделать так, чтобы последовательные повороты поворотной плиты на 90° могли быть использованы для установки сркций формы в положе1же разъема, когда края соседних секций формы не являются взаимно блокированными для первоначального снятия диаметрально противоположных секций формы.
Точное совпадение поворотной шшты с захватом 25 достигается путем перемещения клина 89 и
совмещения с У-образным вьфезом в плите 90, которая прикреплена болтами к нижней стороне главной поворотной плиты. Цилиндр 91, ведущий клин 89, параллельно соединен с относительно медленно движущимся поршневым циливдром 34, приводящим захват 25 для приведения поворотной
плиты 14 в совпадение перед каждым продвижением съемного захвата. Таким образом, относительио грубое соединение, полученное при помощи управления действием двигателя 13, уточняется механическим приведением в совпадение клина и. У-образного выреза в плите после разъединения муфты, приводящей поворотную плиту.
При повороте поворютной плиты на 180 относительно исходного положения разъема ступенчатое рел разъединения формы вновь переводится в первое положение установочным сигналом от контакта 67 ступенчатого реле поворота плиты и подготавливает снятие с отливки второй секции формы описанным выще образом. После снятия с отливки второй секции формы поворотная плита 14 поворачивается на 90° для обеспечения снятия третьей секции формы с отливки, после чего поворотная плита поворачивается на 180° для снятия четвертой и последней секции формы под контролем ступенчатого реле разъединения формы. После снятия всех секций формы с отливки секции формы располагаются концентрично относительно отливки, и отливка извлекается путем вертикального подъема с оправки
Разъединение пласшнЗ оправки для захвата изнутри отливки 2 осуществляется с использованием двухконусной приводной CHCTeNH i, показанной на фиг. 10 и 11. Пласшны 81 имеют кривизн}, совместимую с внутренним дааметром отливки, И закреплены так, чтобы обеспечивать прямоугольное расположение расширителей 92, находящихся в пазах 93 центральной оправки 4. Радиальные внутренние края распшрителей захвата снабжены парой губвк 94, которые посажены в пазах 95, вьшолненных в крестообразном элементе 96. Как показано на фиг. 10, пазы 95 скощены на конус по направлению внутрь оправки, с отстоянием по вертикали от поворотной плиты 14, для привода распшрителей захвата в радиальном направлении по мере перемещения аксиально расположенного центрального элемента 96 порпшем 97, прикрепленным к этому элементу. Таким образом, после поступления рабочей жидкости в порпшевой пцлиндр98, центральный элемент 96 приводится в положение, при котором захват раздвинут, как показано на фиг. 10, в то время как втягивание порпшя 97 в поршневой цилиндр 98 вызывает втягивание центрального элемента вертикально вниз, и сокращение расширителей эахватл-радиально внутрь внутри пазов 93. Поскольку как верхний, так и нижний концы расширителей захвата закреплены в пазах 95, исключается какая бы то ни бьшо тенденция пластин 81 к биению. Кроме того двойной конус центрального элемента 96 обеспечивает более быстрое радиальное расширение пластин оправки, чем обычно это возможно при использовании одного конусного паза для управления радиальным движением расширителей захвата.
Важной особенностью установки является возможность собирать форму снова после снятия секций формы с отливки. Это особенно важно при
операциях с отливками Ьольшого диаметра. Поворотная-сборка формы осуществляется-также автоматически с .использованием пятого положения ступенчатого реле сборки формы; для регулирования действия поршней, определяюпщх радаальное положение разъемного захвата относительно оправки 4 и восьмого положения ступенчатого реле поворота плиты и сборки формы, для управления действием приводного двигателя 13 (как показано на фиг. 12-14)о Для подготовки повторной сборки формы оператор устанавливает ступенчатое реле сборки формы в первое положение для перемещения поршня 36 малого диаметра в направлении даижения каретки к снятым секциям формы, для приведения переднего конца 46 каретки в контакт с оправкой. Затем ступенчатое реле сборки формы переводится в положение, при котором с помощью граничного переключателя 41 определяется положение каретки, после чего в порпшевой цилиндр 34 большого диаметра подается рабочая жидкость для продвижения захвата 25 и оправке 4, благодаря чему секция формы принудительно устанавливается в первоначальное положение секции на отливке. В конце хода захвата граничный переключатель 77 переводит ступенчатое реле сборки формы в положение для втяшвания захвата секции формы, после чего ступенчатое реле переводится в положение (граничным переключателем 84), при котором поршень 36 малого диаметра втягивается в поршжвой цилиндр 38, отодвигая каретку от оправки 4 на заданное расстояние, контролируемое граничным переключателем 42. Затем ступенчатое реле сборки формы переводится граничным переключателем 42 в положение, определяющее перевод ступенчатого реле поворота плиты и сборки формы в положение, при котором поворот поворотной плиты 14 на 180° устанавливает вторую снятую секцию формы около захвата 25. Затем вновь подготавливается следующая операция ступенчатого реле сборки формь: под действием ступенчатого импульса от граничных переключателей 19-22, подающих ток на зажимы ступенчатого реле поворота плиты, для перемещения секции формы к оправке, как было описано вьппе, после чего поворотная плита поворачивается на 270°, устанавливая третью секцию формы против захвата 25 для следующего принудительного перемещения секции формы в первоначальное положение к отливке. После того как все секции формы приведены в их первоначальное положение, болты (на чертежах не показаны) вручную вводятся в совпадаюпще отверстия в краях секций формы для сборки форглы.
Формула изобретения
1. Установка для удаления отливок преимущественно из центробежных секционных форм, включающая поворотную плиту, захватьшающее
устроистйо и лривод его перемещ дая, отличающаяся тем, япго, с целью повышения пршзводительности устайобки, она снабжена ааршкой, расположенной аксяально относительно отлйзкя и радаально относительно захватываняоего устройства, устройством дпя прнкладавания к захваченной секции формы усилия, направленного перпендикулярно оси отливки, устройством для поддержания снятых секций формы в плоскости, параллельной плоососш сек1щй в сборе, устройством для раздвйже «я (Н1равки и устройством дпя разоб-щения поворотнш шшты с приводом поворота. : 2. Установка по п. 1, отличающаяся тем, ;что устройство для разцвижения оправки вьшолнено в виде элемента с пазом, скошенным на конус в радиальном направлении элемента с губками, входящими в пазы, и снабжено средством для Перемещения элемента с пазом относительно элеMfttra с губкакга.
3. Установка по пп,1, 2, отличающаяся тем, что привод перемещения захватывающего устройства по направлению к оправке вьшолнен в виде двух порпшей разного диаметра, причем поршень малого диаметра связан с кареткой, несущей порщень большого диаметра, и снабжен устройством для перемещения порцщя больЩого диаметра от каретки для захвата захватываюищм устройством секции формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья ци-линдрических каркасов,имеющих нанаружной поверхности ребра | 1973 |
|
SU510135A3 |
| Установка для центробежного литья | 1973 |
|
SU539509A3 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Устройство для изготовления труб с поперечным профилированием из термопластичного полимера | 1979 |
|
SU906352A3 |
| Устройство для изготовления обрезиненного кордного полотна | 1973 |
|
SU539510A3 |
| Разборная форма для центробежного литья | 1973 |
|
SU498896A3 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ОТФОРМОВАННЫХ ШЛИФОВАЛЬНЫХ КРУГОВ С ПРЕССА НА ТРАНСПОРТЕР И Т.П. | 1939 |
|
SU62249A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Устройство для отделения аксиально расположенных рулонов | 1979 |
|
SU1153814A3 |
/
h
5 csi
иг.2
Д-/1
иг.з
5Ъ.
.Ш
JJ
JJ
/
U5J
ч
И 11
и
S
Г
.J f,,«2)| „. JMLJ: ; 1,
2И
....-д..- --j tj
It
Ar
/
г.4
ь-г
60
су
60
55
5В
.5 CN4« « i rSCiT-CSJCJi «NlCSJ
иг.9
ui.n
fui.W
NJ
.
fO
:s B
иг.1